


The National Institute of Certified Floor-Covering Inspectors (NICFI) is a
non-profit association of independent floor covering inspectors. NICFI members are expert flooring failure analysts and expert witnesses in flooring problems and failures.
NICFI members are experienced in the inspection and failure analysis of
woven carpet, broadloom carpet, resilient tile, rubber tile, cork tile, ceramic tile, resilient sheet vinyl, vinyl composition tile, LVT, hardwood, laminate, solid vinyl,
and specialty flooring materials.
NICFI members attend the annual NICFI Convention in Dalton, Georgia, to increase their knowledge and update their skills. The Annual Convention includes updates on indicative field testing
procedures, tools, products and product defects. The NICFI is the only Non-Profit Association in the Flooring Industry with membership comprised solely of Certified Floor Covering Inspectors.


PHOTOS
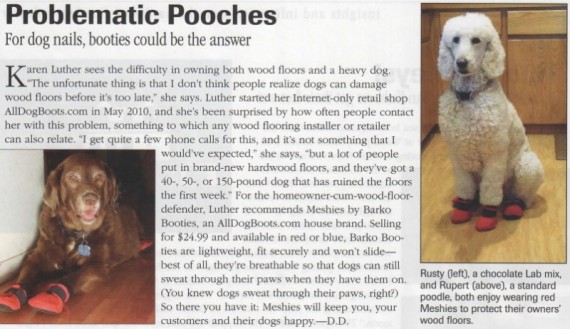
IS THIS YOUR COMPLAINT?
















































































































































GENERAL FLOORING

CONTENTS BELOW INCLUDE
- TALKFLOOR RADIO - VIDEO (ERRONEUOS CARPET SMELL COMPLAINT)
- OSB SUBFLOOR PANEL
- CANDEL SOOT DAMAGE
- FLOOR DESIGNS
- ANTIQUE FLOORS
- BASEMENT FLOORS
- CORK CREATIONS VIDEO
- WHAT IS ALUMIN OXIDE
- PARTICAL BOARD vs OSB
- FORMALDEHYDE
- PET SHOES
- MANUFACTURERS of ENGINEERED WOOD & LAMINATE FLOORING
- WHAT IS pH?
- GENERAL FLOORING GLOSSARY
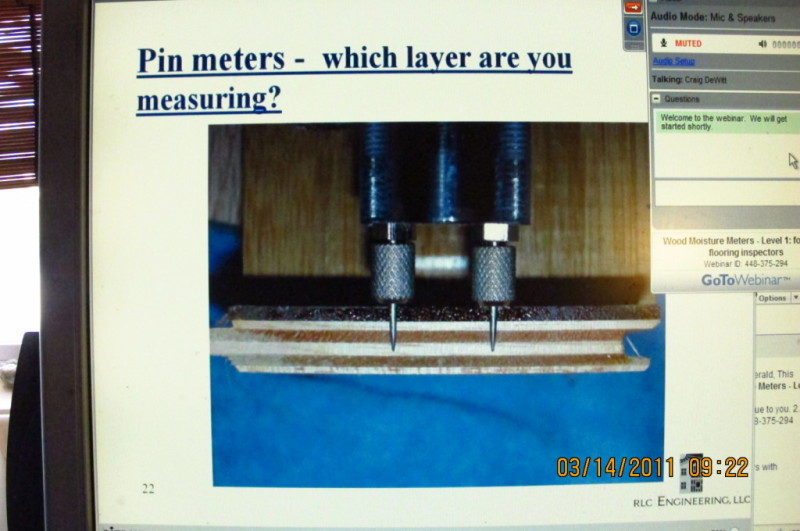
- ELECTRONIC MOISTURE METERS FOR WOOD
- Myth - UV Inhibitors
1. TALKFLOOR RADIO - VIDEO (ERRONEUOS CARPET SMELL COMPLAINT)
VIDEO
President LGM Technical Flooring Srervices, Lew Migliore, Industry's Toubleshooter
TALKFLOOR VIDEO OF THE DAY
UTUBE video of the Case of Odorous Carpet
Discussing an unusual problem involving a consumer complaint about odor from carpet that was installed in his home.
2. OSB SUBFLOOR PANEL
By Craig DeWitt
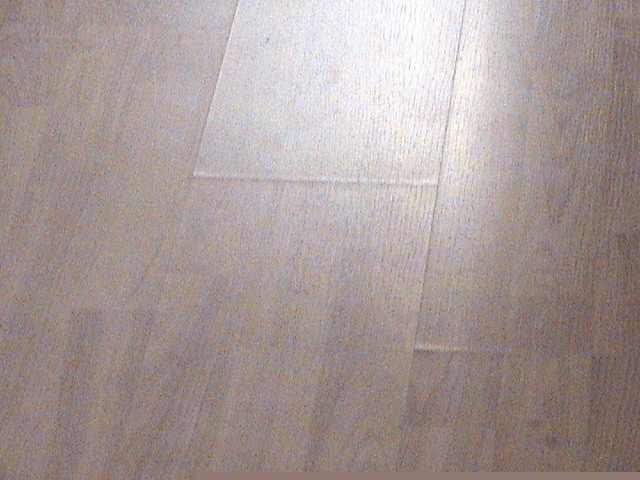
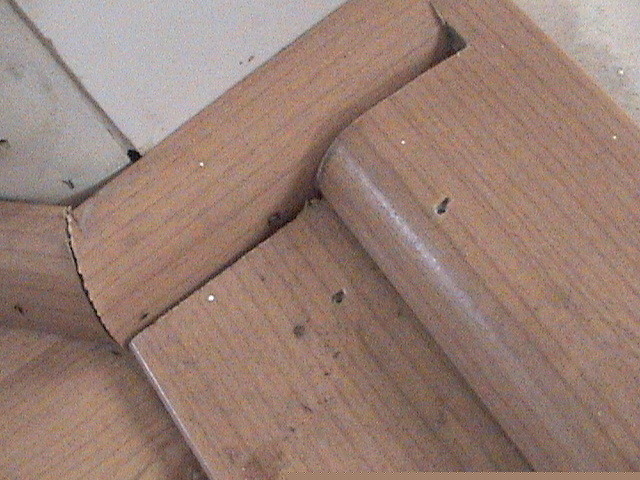
LOOSE FLOORS OVER
OSB
The previous great artical about types of subfloor panels used in construction was requested removed by Mr. DeWitt. His worthy expertise can be found at:
RLC Engineering, LLC. is dedicated to improving the performance of residential and light commercial buildings. We specialize in moisture & energy issues, training, troubleshooting, decreasing callbacks, and improving costs and comfort.
3. CANDLE SOOT DAMAGE

Aromatic candles in this designer bathroom might look elegant, but because they contain a high concentration of oils, they are causing soot deposition throughout the home.
Builders are never more surprised than when they walk into one of their newly built model homes and find black stains at wall-to-floor joints and on previously pristine carpeting underneath doorways. What causes these stains and how can builders and homeowners prevent them?
By now, we've all heard about "black soot" or "ghosting"--one of the hottest topics in the building industry today. The dark marks have been seen on interior and exterior wall surfaces; on carpet surfaces at wall-to-floor connections or door undercuts; on ceilings; on furniture, heating and air conditioning filters, blinds, drapes, doors, countertops, television screens and computer monitors; and on the top side and leading edges of ceiling fans.
The most recent and increasingly common form of staining is caused not by dirt or dust but by soot (see "Dirt and Dust Also Cause Ghosting Stains"). Ghosting from soot is seen primarily in more recent construction, but diagnosticians have detected soot stains in older residences as well. Typically, newer homes--often still under warranty--are the focus of attention. There have even been reports of the problem in newly built, still unoccupied, model homes. Unfortunately, there are as many opinions about the causes of ghosting as there are occurrences of the mystery.
The black soot will outline items, such as ornaments and pictures hanging on walls. Some of the substances seem to have a particular affinity for plastics, such as coffeemakers, blenders, or garbage cans. Deposits have also frequently been observed along the traceline between carpeted flooring and the edge of draperies, vertical blinds and bed ruffles--even on the inside of refrigerators! The marks may be random smears or they may form clear geometric patterns, following the lines of the framing behind the surface. The marks range in size from small and isolated spots to soot running along the entire height of a wall.
Although there have been isolated occurrences during the past decade, reports of this problem have increased significantly during the past few years. However, no conclusive causes or solutions have been determined.
Observers typically claim that the deposits are a result of (depending upon geographic location) fireplace problems or mold caused by condensation on cold surfaces. Few builders understand house-as-a-system interactions, and most seek a single source to blame for the problem. In fact, there are always two culprits at fault. Any time deposition of soot, dust, or carbon appears, first there must be a source of the material, and second, there must be a driving force to cause the material to deposit itself on a surface.
Ghosting stains have been seen on interior and exterior wall surfaces; on carpet surfaces at wall-to-floor connections or door undercuts; on ceilings; on furniture; around wall and floor coverings; and numerous other places. For a stain to appear, two factors must be present. There must be a source of particulate matter, like the carbon soot from candles or gas log fireplaces and there must be a driving force, like gravity, electrostatic attraction, or a forced-air unit to push the particulate against a surface.
SOURCES OF THE SOOT
Investigations in buildings across the nation reveal multiple sources of the stains. Lab analyses indicate ingredients ranging from carbon soot (that might come from fireplaces, water heaters, furnaces, standing pilot lights, candles, cigarette smoke, cooking byproducts, and even automobile exhaust) to other ingredients such as paraffin, benzene, toluene, silicates, iron oxide, cellulose and cotton, dirt or clay, pollen and carbonates (typically found in airborne dust), common grease, and nicotine. One lab even reported that these black deposits "could be the result of carbon from automobile tires which becomes airborne as tires become road-worn" (although the authors were unable to substantiate this information). Occasionally, tests do indicate mold spores and/or mildew, but these are easily identified and should not be confused with the increasingly more common forms of black stains that are cropping up.
Gas log fireplaces like this one are a common source of soot in homes with ghosting problems. Carbon molecules act in ways that can make precise identification difficult. Although the black color often leads to the assumption that the sole ingredient of the material is from a combustion-related source, we have learned that this is not always the case.
Hydrocarbon compounds will seek equilibrium with the surrounding environment (Frick's law). That is, they will absorb whatever is in the surrounding air. As the concentration of pollutants increases or decreases, the concentration in the carbon molecules will change. The length of time required for this to occur depends on many different factors, ranging from ambient temperature and molecular weight of the particles to the polarity of the compounds involved. Although laboratory analysis can tell us if the sample contains carbon soot commonly found from incomplete combustion, it cannot positively identify the actual source of the material.
DRIVING FORCES
Once the sources are identified, a diagnostician must determine what driving forces are responsible for depositing the material. This often requires some real detective work. There are three known forces at work that can be responsible for the deposits. They are impaction (forced air), gravity, and attraction (electrostatic forces and moisture). The location of the deposits gives a good indication of which of the three forces may be responsible.
IMPACTION
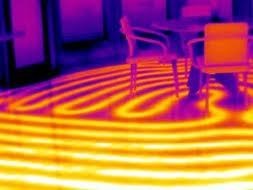
Dark stains on carpet underneath a bedroom door, for example, are an indication that the door is probably often closed. Supply air coming from registers located inside the bedroom pressurizes the room. Air in high-pressure areas like the newly pressurized bedroom automatically seeks low-pressure areas. So the air in the positively pressurized bedroom will seek the path of least resistance toward the lowest pressure. This "lowest pressure area" would be the main body of the house where the cold air return is located. Air passes underneath the closed door, causing the carpet to act as a filter for the air. Over time, the carpeting will pick up enough airborne particles to cause the discoloration. This phenomenon--probably one of the more common ones observed--is an example of impaction or forced air.
The pilot light from the gas log is "impinging" or touching the log itself, causing soot to form on the cooler surface of the log. The soot is then dispersed through the house with help from the air handler and stack effect.
The skirt of the sofa acts as a collection device for the soot in the air caused by the gas log. Note the ring of soot deposited around the bottom of the skirt.
GRAVITY
Gravity is usually far easier to establish than the other two types of driving forces. Thanks to a study by John Spengler of the Harvard School of Public Health, we know how long particles of different sizes can remain airborne. According to Spengler, human hair, skin flakes, observable dust in air, and common pollens, all ranging in diameter from less than 10 microns (dust) to 150 microns (human hair), require approximately five seconds to settle 1 m (3.2 ft). Mite allergens, common spores, and bacteria, ranging in size from 1 micron (bacteria) to 20 microns (common spores) require five minutes to settle 1 m. Particles such as cat dander, tobacco smoke, metal and organic fumes, and cell debris, all ranging in size from 0.01 microns (cell debris) to 0.9 microns (cat dander), require a full ten hours to settle 1 m. On the far side, viruses, smaller than 0.01 micron, will remain airborne for as long as 10 days before settling 1 m. Soot, which is carbon black particulate, ranges in size from 0.03 to 3 microns, and can remain airborne for prolonged periods of time before settling.
Thanks to gravity, all debris eventually settles (assuming there's no wind, stack air, or forced air to keep it airborne). Settled particles tend to cover most flat surfaces in a house in a rather uniform manner. However, other driving forces, such as impaction (forced air) might be at work as well, bringing the particles into the building where gravity then begins its work. For example, a duct system, with a leaky return located in the garage, will act like a household vacuum, sucking up auto exhaust fumes and other airborne contaminants floating about. The house, unfortunately, becomes the vacuum bag, and is the repository for everything sucked in by the return. And guess who lives inside the vacuum bag, serving as the final filtering system? You.
A brand-new white pleated filter, right. A similar white pleated filter, left, after only two weeks of use in a house in which the air handler ran continuously and the owners burned a candle in a jar for two to three hours, three times a week. Even if return ducts are tight or are not located in the garage, leaky supply ducts located anywhere outside the heated space can make the house have a negative pressure with respect to the outside. This negative pressure then causes outside air, along with whatever is in that air to enter the house through cracks, crevices, and holes. Once inside, the particulate in the air will either randomly settle on various flat surfaces (gravity) or follow the airstream until it strikes a solid surface (impaction). Leaky interior walls, open to the attic, may show discoloration at the wall-to-floor connection where carpeting has been filtering the air as it passes up into the wall.
ATTRACTION
Recent research by J. David Krause of Pure Air Control Services and Kaiss K. Al-Ahmady at the Florida Department of Health, Bureau of Environmental Toxicology, has focused on how particles, when properly charged, will coat a surface that has an opposite charge.
Air coming out of the air handler (central heating/air conditioning system) at a high enough velocity, and then passing through a lined duct system, such as duct board, can become electrically charged. The ACCA's Manual D for residential duct systems, suggests a velocity of between 600 and 900 feet per minute (FPM) for trunk ducts (as opposed to duct branches), depending on the type of duct system (rigid or flex) and whether it is the supply side or the return side. Measured velocity in many of the houses with soot deposition problems has been as high as 4,000 FPM, with typical numbers in the 1,500-2,000 FPM range. Also, the relative humidity in these houses has been lower than 55%, and there is a source of carbon soot (if nothing else, at least a candle burning).
This charge is then passed on to any particles moving through the airstream. In a duct system that has both high velocity and some portion of the system lined with fiberglass, two kinds of charging can occur. First, particles that are simply passed along the fiberglass surface at high speed may receive a unipolar charge. Once charged, the particles will be naturally attracted to any surface in the home that has the opposite charge. The second charging condition is called bipolar; it occurs when the particulate is caught in some air turbulence within the duct system. Due to the complex electrical process that this situation causes, the particles have both a positive and a negative charge. Thus, the particles are now attracted to each other, and collect to form larger, more visible particles. This substance will then either attach itself to a charged surface in the house, settle onto a flat surface, or deposit as a result of impaction--on fan blades, for example, or on the filter media for the air handler.
NOT-SO-MYSTERIOUS GHOSTLY MARKS
Researchers have observed that staining happens more frequently during the winter months, but it also occurs during summer months when interior relative humidity is below 50%. The source for the soot varies. Soot staining has been found in houses where owners didn't burn candles and the only source of combustion was a standing pilot light in a gas log fireplace. Other examples include homes where gas log fireplace logs were adjusted (more were added), causing increased interference with the flames and resulting in significantly large quantities of carbon soot production. The house was literally coated with soot stains.
An aromatic candle in a jar is the only candle in this northern Virginia home. Note the black soot coating the top half of the jar. Even though the homeowner claims that she runs the kitchen exhaust fan when the candle is lit, the candle has managed to cause soot stains around pictures on the wall and along wall-to-ceiling joints throughout the entire one-story house. In some cases, running air turbulence across a lit candle can cause it to soot even more.
One homeowner in Texas has been frequently burning up to 10 candles at a time for more than 12 years in the same house with no problems--until now. Last year, she went to a well-known clothing store that also carries various decorator items. The store was promoting a very soft, aromatic wax candle. The homeowner replaced all of her existing candles with these new ones, and that's when the problems started. Stains began to appear after several months. Soon, stains appeared on walls, windows, fabrics (drapes, upholstery, clothing, etc.), and electronic equipment. Within a few more months, the stains were obvious on most everything else in the house, including plastic items, electrical outlets, light and fan fixtures and even in the refrigerator. This is a classic case of soot plating caused by candles. Laboratory tests of the candles indicated that they produced exceptionally high levels of soot (some candles burn dirtier than others). (Because of ongoing litigation, further information about this situation is being kept under wraps.)
When a house is pressurized due to the stack effect, air leaves through the first large available hole--in this case, along the baseboard at the wall-to-floor joint. As soot particulates
in the air exfiltrate through that joint, the carpeting acts as a filter.
Another homeowner was fanatical about cleaning her house. When she began to find dust stains, she thought she
must have been doing a poor job of vacuuming. When she finally called us at Advanced Energy for an analysis, we discovered that her vacuum cleaner was the actual source of the problem! Vacuums often
leak more dust back to the house than they remove.
In another case, Advanced Energy was called to investigate a problem house where all of the carpeting had been replaced twice, as a result of "mysterious black lines that appear every 4 ft on our upstairs carpeting." Diagnostics, including pressure mapping of the house, revealed the source of the problem. The two-story house was served by a single air handler, located in the garage. Anyone familiar with construction knows that underneath the carpet, the subfloor usually consists of 4-ft x 8-ft sheets of plywood. The ductwork for the upstairs was located in the floor volume, between the first and second floors. One other clue for this problem was the Volvo with a diesel engine parked in the garage. The return duct connection to the air handler was very leaky, as were all of the supply ducts. When the homeowner warmed the car up each morning, the return duct sucked the exhaust from the car, and the soot then leaked into the floor volume from the supply leaks. The pressurized floor volume then pushed the air--and all that was in it--up through the seams in the plywood sheets making up the subfloor. The carpet served as
the filter for this air.
An example of impaction. Supply air registers located inside this bedroom pressurize the room. The air in the positively pressurized bedroom seeks the path of least resistance toward the lower pressure of the main body of the house, where the cold-air return is located. Air passes underneath the closed door, causing the carpet to act as a filter for particles. Over a period of time, the carpeting will pick up enough airborne particles to cause the discoloration.
CLEANING UP THE MESS
Unfortunately, we don't have all the answers yet. We still have much to learn about the interactions among the various forces and pollutants involved in ghosting. What combinations of relative humidity, air velocity, and source pollutants are necessary to create a problem? How long must these factors be present before a problem is apparent? What factors might exist that we don't yet know about?
We do know enough, at least, to be able to begin taking positive action (see "The Ghosting Investigator's Checklist"). We know that houses work as systems. We know how to deal with driving forces by ensuring that the pressure and thermal boundaries of our houses are aligned. We know that houses should be tight and well sealed at the top, including wall-to-attic connections. We know that the air handler and ductwork function as an integrated system within the house system, and that they should be designed to complement one another and installed to meet recommended industry standards. We know that houses should be pressure balanced when the air handler and exhaust fan are in use and interior doors are closed. We know that insulation should be installed without compression and voids to avoid cold interior surfaces. On top of all of this, we know that houses should be performance tested to ensure that all recommendations and specifications are met. Finally, we know that homeowners--as well as builders and trade allies--must be educated on house-as-a-system issues and the consequences of various actions.
Frank Vigil is a building science specialist at Advanced Energy Corporation in Raleigh, North Carolina.
DIRT AND DUST ALSO CAUSE GHOSTING STAINS
Although this article focuses primarily on soot staining, it's important to point out that other pollutants can cause streaks or marks to appear. To the untrained eye, these could be mistaken for soot staining, when in reality, they are caused by impaction from dirt and dust. Such marks are quite common under interior door undercuts, where the door is often kept closed. Positive pressure in the closed room, caused by supply registers blowing air into the room, forces the air to pass through the largest available hole. In this case, it's typically the door undercut. As the air passes between the door undercut and the carpeting, the carpet serves as a filter, "cleaning" the air of particulate such as dirt and dust. Over a period of time, the carpet begins to darken as more of the dirt builds up.
Negative and positive pressures in a building can also create stains. Air, entering the building through holes and cracks, will leave dirt and dust on walls where there is exfiltration and on the insulation that covers those leaks. In a building exposed to pressures from high stack effect (warm air rising) or mechanical pressures (such as those from duct leakage or exhaust fans), staining can sometimes occur at the carpet edge where the interior or exterior wall joins the carpet. Again, air is looking for a hole to exit. When a wall is open to an attic, the air will find that hole and the carpet will filter the air as it passes through.
It is also common for random stains to appear on exterior wall surfaces. These stains will take on geometric shapes, matching the framing behind the Sheetrock. This type of staining is often the result of thermal bypasses due to poor insulation practices. Air moves in and around the insulation, often along framing members, and cools the surface of the Sheetrock. On the inside of the house, this cooler surface then offers a more attractive environment for airborne dirt and dust.
GHOSTING INVESTIGATOR'S CHECKLIST
The very first course of action when investigating a staining problem in a home is to identify what the stains look like and where they are occurring. Are the stains on any particular type of surface (for example, on plastics, on walls only, at carpet-to-wall junctions)? This helps to determine whether the problem is created by something going on in the house or by house construction details. Stains on wall and ceiling surfaces that are clearly geometric in pattern, may be caused by poor insulation. What color are the stains? Soot is generally black. Dirt and dust stains are gray, but if they are present long enough or in high enough concentrations, they can be near-black in color. A lab analysis of the stain is a nice--but expensive--luxury. If your clients can afford it--great; it beats guessing what the source of the stain is. If they can't, detective work is in order. Look for signs of occupant life-style and possible soot sources. Candles (look at the length of the wick--the longer the wick, the more soot it produces); pilot lights on combustion appliances (especially fireplaces).
Make sure to examine the size and color of the pilot light. Excessively long or yellow pilots are possible sources of soot. Ask your client lots of questions about how they live. Maybe they burn a lot of candles, but only on holidays. You may not see any because they're packed away. Are there smokers in the house? How often do they use the fireplace and what type of wood do they burn (soft wood does not burn as cleanly as hard wood)? Examine the vacuum cleaner for possible contributions. If necessary, run it in a totally dark room, lit with a high intensity lamp. If the vacuum is spewing dust, it will be clearly visible. Don't neglect possible outside sources. Nearby high traffic areas, industrial settings, and construction sites are all possible sources for dirty pollutants. Conduct a thorough diagnostics test of the house. This includes a blower door test of house tightness and series leakage tests of attached garages, as well as a duct leakage test with a duct air tightness tester. Use an accurate digital manometer (with 0.1 Pascal readings) to pressure map the house. This includes measuring zonal pressures of floor volumes, attic and crawlspace/basement connections, chases, bypasses, wall cavities where stains are occurring, and stack pressures. Carefully measure what pressures are caused by duct leakage and interior-door closure. What are these pressures doing to any combustion zones, such as fireplaces or wood stoves? Look for insulation anomalies behind the walls where the stains appear. These are very common along kneewalls and trayed ceilings. Infrared scans are very useful here. Measure the duct velocity, using ACCA-recommended procedures. Examine the duct system as to material type and integrity. Carefully examine (and, where possible, performance-test) all combustion devices, including gas and wood log fireplaces (be sure to check the chimney), wood stoves, furnaces, and water heaters. Look for signs of soot or cracked heat exchangers. Don't forget to examine the return air filter. Consider the extreme. One case involved possible contamination from a neighbor's improperly burning fireplace. Negative pressures in the client's home were pulling the smoke and pollutants in from next door. Consider "process of elimination" testing. If multiple pollutant sources are present, place several pieces of white acrylic plastic around the house. Eliminate all sources but one; then examine the plastic after several days. Continue until you have eliminated (or identified) all possibilities. Proper diagnostics--and more important, proper repairs-- require proper training. Improper repairs can actually make things worse, so if you're not sure what you're doing, call someone who has been trained. Remember, soot stains (especially in new construction) are often the focus of legal charges. Be exacting in your diagnostics and keep accurate records that will stand up in court.
THIS LITTLE LIGHT OF MINE
Candles aren't the only source of soot production. But in the majority of cases investigated by several building scientists and energy specialists, candles were somehow related to the appearance of stains.
Rick Graham and Craig Carter of Air-Right Energy Design in Catharpin, Virginia, say that they have seen an alarming rise in soot-staining complaints over the last two years. "The complaints are generally the same, with black markings on carpets and baseboards, and black particulate dusting on kitchen appliances and television screens," Graham says. "We also find particulate on HVAC filters and supply registers and have even found the stuff in freezers." Graham says that in the majority of homes he's investigated, candles were the main source of sooting. "In comparing information from all of the houses tested and performing our own tests, we found scented candles, jar candles, and oil candles appear to emit a higher soot output than standard wax candles," Graham says.
Ron Bailey, an engineer and owner of Bailey Engineering Corporation (BEC) in Palm Beach Gardens, Florida, has had a similar experience. Once an engineering design firm, BEC found an increasing demand for forensic engineering--figuring out why buildings are failing. Many of these cases involved soot problems, and Bailey soon began focusing on candle usage. He built a small test lab in his facility to study the various candle types and how well they burned. "My mother used to burn candles; why is it just now that problems are showing up?" Bailey says. "In the last five years, the candle industry has doubled. Where candle making once used to be an art form, it is now simply mass marketing. We suspect that the use of lower-grade waxes and materials is resulting in a higher oil content, which produces more soot when burned."
Bailey's tests include burning different candles in small chambers while passing air through the box and through a filter. To compare the amount of soot production with the length of time candles are burning in a house, Bailey uses the term "candle hours." One candle burning for one hour is one candle hour. Five candles burning for one hour is five candle hours.
"We have a builder client who's experienced a number of soot-related complaints," says Bailey. "He offered us use of one of his model homes to conduct some tests in. We burned four candles for a total of 15 hours (60 candle hours), which produced enough soot in the house that we were forced to stop for fear of creating too much damage in the house. We had significant soot production on the walls, drapes, dishwasher, refrigerator, and AC filter."
Bailey explains that there are two issues to consider when looking at how a candle might soot. "The length, thickness, and strength of the wick highly influence how a candle burns," Bailey says, "and also what is in the candle wax itself." Today, there is a growing trend in the use of aromatic candles. Fragrances added to the wax should be made specifically for that purpose. High temperatures can cause different chemicals to behave differently once burned. "Five percent paraffin wax is good," says Bailey. "But with many of the candles in stores today, we find a mixture of materials, including some fragrances that were not intended for this use." The mixture of the various fragrances and chemicals can result in a candle that is going to burn dirtier than expected.
Wise buyers should attempt to find out what type of candle they are purchasing and what quality of wax the candle is made of. Obviously, this is not an easy task. At the very least, then, buyers should keep an eye out for any soot stains. They can place a new candle near the TV (turned on). After a few candle hours, users can wipe the screen with a clean, white tissue. They can repeat this test periodically. If soot problems become apparent, users should stop using those candles immediately.
4. FLOOR DESIGNS

Floor
Design
The kitchen
is the busiest but often
neglected part of the house. Because of much activity, the first part that
takes on the beating is the floor. The good thing, however, is that more
manufacturers have developed and created materials and designs for just about
any kitchen. Here ar some of the more popular trends in kitchen floor design.
1. Concrete
Concrete
flooring is slowly
becoming a
democratic choice for
kitchen flooring. This
is
because concrete is just as durable as other types of flooring. Another reason
is its versatility. You can choose from its many colors, designs and textures.
And because it absorbs and keeps heat well, you don’t need to turn on the
heater, so you save energy. However, this type of floor is heavier than its
counterparts, making it difficult to install. After installation, a sealer must
be applied on the surface to protect it from spills and stains. Nevertheless,
the beauty of a concrete floor outweighs the cons, so more people would still
prefer
concrete flooring.
2. Laminate flooring
Although
laminate flooring has been
around for quite some time, manufacturers have developed better and more
attractive laminate flooring designs. It gives a beautiful hardwood appearance
at a lower cost. That is why it continues to be among the more popular floor
choices. More people prefer laminate floor because it is easy to install and
maintain. One thing to avoid with laminate flooring, though, is scratching the surface.
While most are scratch-resistant, it is still potential to scratch the surface.
Once the surface has been scratched, the pieces may then easy chip off, or it
may buckle because water and moisture may ooze through it. But with proper
care, laminate floor can still go a long way.
3. Tiles
Tiles are a
pretty alternative to
flooring. Usually made of ceramic, tiles may be glazed or porcelain. This type
of flooring is durable and at the same time easy to clean. Generally, a thicker
tile is more durable than the thinner ones. The different sizes and colors and
designs can match any theme that your kitchen has.
There are
many kitchen floor designs
available. In choosing the right one, keep in mind that aesthetics is only one
aspect. There are other factors worth considering, like comfort, maintenance,
durability and cost. Compare the unlike materials before deciding. With the
many options available, there is one design that would be perfect for your
kitchen.
4. Carpet
Innovations in carpet tile
manufacturing are now able to
ensure that your flooring works cohesively with your entire design concept,
with the advent of carpet customization. The first and most important way that
carpet tiles allow for precision in design is simply by their modular nature.
There is little option with broadloom carpet but to lay it in broad rolls;
wastage quickly becomes an issue, even if it is possible to find the patterning
and shade you want with broadloom. With tiles as the flooring medium, it is
possible to have a completely different color and pattern of carpet for every
50cm squared piece of floor space.
All sorts of possibilities arise:
- Creating
different strips, spots, curves or patches of color in your carpet design
creating color-graduated spaces. - Making
paths within the flooring to aid in user navigation. - Laying
different rooms with different colors and patterns, with minimal wastage. - Many
corporate clients also appreciate being able to tailor the space to their
own branding, quickly and at no additional cost.
Choose carpet yarns to
customize your carpet. However, the
innate ability to create a completely individual space has recently been taken
to an entirely new level. One tile manufacturer is now giving architects,
designers and commercial specifies the opportunity to customize the color of
many carpet tile patterns, using any of the enormous range of yarn colors on
offer to create the precise tile required. Previously, the problem of finding a
pattern that fitted your ideas for the space, but not having it available in a
suitable color scheme had persisted. This problem is prevalent in quite a few
industries, including the clothing industry and the makeup industry. However,
with large commercial flooring projects if volumes are high enough to justify
the customization cost there are multiple benefits in being able to create a
precisely tailored space.






































5. ANTIQUE FLOORS

Antique Floor
In recent years, antique heart pine flooring has become extremely popular in American homes all crossways the country, and the
style shows no signs of losing popularity. Hardwood floors add a certain touch of style, warmth, and elegance to a home, which is why they’re among the best investments any homeowner can make in
order to improve his or her property value.
Unlike many other types of flooring, hardwoods actually improve in both value and appearance as time goes by, and the older the floor becomes, the greater appeal it’s likely to have. The
color alone is a merchandising point for many, providing a rich amber imbue that instantly intensifies the power of any decorating scheme, and the knotty appearance of the wood makes it appear both
classically beautiful and expensive. Whether your home is modern, cottage, country, or full of old-fashioned elegance, antique heart pine flooring can enhance the natural beauty of your
surroundings.
In addition to being stylish and versatile, this type of wood is also extremely eco-friendly, helping you feel as if you’re non harming the world in order to beautify your home. Unlike other styles, antique heart pine floors provide the option to use old salvaged floor materials in a new and constructive way. During the construction process, reclaimed antique wood is placed in between tongue-and-groove wide plank floor material, creating a look that is both new and vintage simultaneously. This process is not only wonderful for the environment, since it cuts down on the amount of trees that must be cut down to produce a hardwood floor, it preserves a bit of the past that will be handed down in the future. These materials ar in demand because they have been used for generations, and through this new process, will find a home for generations to come.
Because wood improves with age, this particular type of pine floor is not only among the most beautiful, it is the most durable. Many of the materials needed ar rescued from old warehouses and structures that are over 100 years old, and due to the passage of time, have hardened into virtually heavy resin. Despite the durability and beauty of antique heart pine flooring, it’s also a very affordable option that will look fabulous in nearly any home. This wonderful option for preserving the past while protecting the future has so much to offer, it should be considered for any type of remodeling projects or new constructions.
5. BASEMENT FLOORS

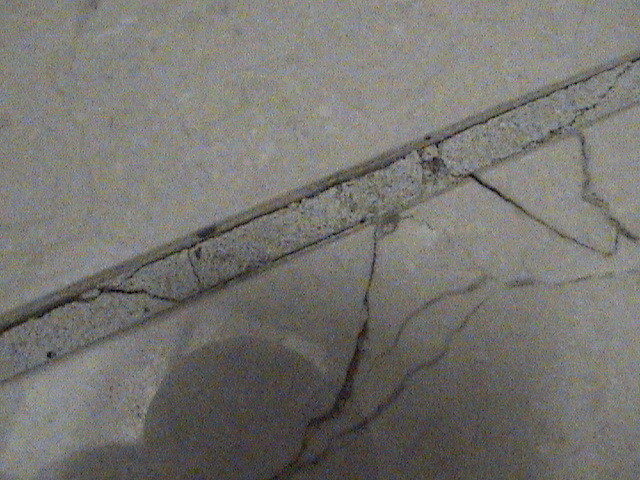
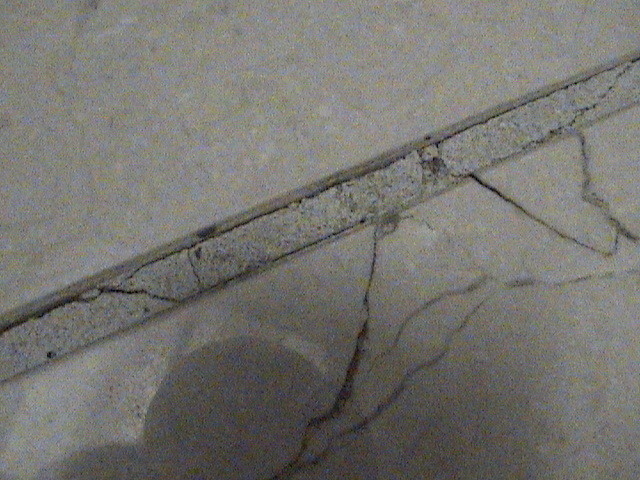
When deciding if you are in need of waterproofing basement floor, there are many factors to look at and consider if it is necessary. If your basement floors are showing any signs of seepage or have any sort of cracks, be they hairline or other the best bet is to waterproof now.
Waiting until you have major leaking and possible water damage to your basement is not the time to think about waterproofing. Moving forward with waterproofing now and preventing flooding will save you the trouble of an expensive clean up effort and, of course, the expense that goes along with that.
There are signs to look for when expecting your basement for the need of waterproofing basement floor and those signs should be taken seriously and not ignored. There are obvious signs, such as pools of water but in most cases, the signs will not be as obvious. At times, there just may be a slight dampness on the basement floor and this can come from hairline cracks to large gaping holes in the floor.
Mildew or mold is definitely another sign that there is a waterproofing need in your basement and should be removed and waterproofing should take place immediately. If you have any of the above signs are present in your basement you should now to waterproofing basement floor. This can be done with a do-it-yourself project or by calling in a professional waterproofing company. Either way, the waterproofing should take place as soon as possible because the problem never corrects itself and will inevitably get worse over time.
If you decide to waterproof, on your own the smaller cracks and holes can be filled in by applying simple mortar and then a waterproof top coat will need to be applied on top of that to ensure the effectiveness of the mortar in the case of a professional waterproofing company being called in to evaluate the need of waterproofing basement floors, they will advise you as to what the best method of waterproofing will be. If the contractor determines that the damage or potential damage is great, more invasive waterproofing methods may be more suitable.
These methods may include excavating inside the home or on the exterior of the home. It may also include the installation of a sump pump. What methods the contractor and you, the homeowner, chooses will obviously depend on what exactly is required to keep your basement dry and damage free.
Basement Flooring – Carpeting
Though not the ideal basement flooring, carpeting is frequently used in basement remodeling projects. Berber carpeting seems to be quite popular today due to its durability and comfort. Carpeting can be installed even in cases where it has been determined that a moisture barrier was not installed below the concrete slab. A cellulose underlayment can be installed on the concrete floor, prior to installing the carpet padding and carpet to provide a moisture barrier. Carpeting is great for absorbing sounds that are typically found in a basement, such as furnaces turning on and off, and water running down drain pipes.
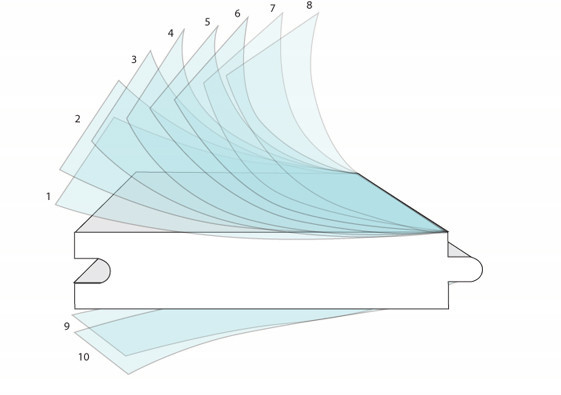
Basement Flooring – Free Floating Engineered Flooring
Engineered flooring is ideal for basements, as it floats on top of a foam underlayment that is first placed on the basement floor. The foam underlayment helps to mitigate unevenness in the basement floor and also helps to reduce sound. The engineered flooring floats on this underlayment and can effectively breathe with changes in the basement’s moisture levels. Engineered flooring is also ideal for basement flooring due to its construction. It is constructed of several layers of wood materials, which helps to stabilize the flooring from warping or twisting. The top layer is usually an attractive wood veneer finish that really gives the look of a solid hardwood floor, but without the concerns of damage due to high moisture levels.
Basement Flooring – Laminate Flooring
Like engineered flooring, laminate floats on an underlayment. Laminate floors have a wood based core and a photographic resin layer based surface that resembles a hardwood floor or vinyl floor look. Laminate floorings need to be installed in dry basements with low moisture levels, as it is possible for laminate floors to delaminate if they come in contact with water. Laminate and engineered flooring are both designed to be installed by the do it yourself homeowner.
Basement Flooring – Ceramic Tile Floors
Ceramic tile floors are also another excellent choice for basement flooring, however they can be cold on the feet. It is also important that there are no moisture issues with the basement as this could negatively impact the life of the ceramic tile. In addition, it is important that the basement floor is level prior to installing the ceramic floor tile. A leveling grout or mortar may need to be applied on the basement floor before installing the ceramic floor tiles. Also, it is imperative that any basement floor cracks be filled in and sealed as ceramic floor tile has a tendency to crack along basement floor cracks otherwise.
Painting Basement Floors
An inexpensive alternative is to apply a couple of coats of paint to the floor. This is typically acceptable in a low-end basement remodeling project, and it may be the only sensible thing to do if there are concerns of high moisture levels or if there is the threat of the occasional flood.
Basement Flooring – Hardwood Flooring
Hardwood flooring should not be considered as a basement flooring material. It is very susceptible to high moisture levels and can not come in contact with water. If it does, the wood will warp and quickly become ruined.
6. VIDEO - CORK CREATIONS

7. WHAT IS ALUMIN OXIDE
WHAT IS ALUMINUM OXIDE?
Keen observers of our products have noticed over the years that we proclaim our Strandwoven™ products to be free of Aluminum Oxide in the water-based polyurethane finish that we apply to our prefinished product. To some who are already versed in wood and finish, this means something to them but to most it does not. Allow us to take away any remaining mystery by explaining exactly what the substance is and why we would make its presence or absence known to someone.
Aluminum Oxide is a hardening agent that is put in finishes to add strength. Since softer woods may dent or gouge, it can be beneficial to put on a little bit harder finish in order to protect them a little better. However, Aluminum Oxide is not wholly advantageous, which is why we only use it in a few products. Some of its negative qualities are that it scratches white and powdery if it does get scratched, then it is usually a more noticeable blemish than a scratch without Aluminum Oxide might be. Also, when it comes to refinishing a floor to remove any scratches that may have happened over the years, a finish with Aluminum Oxide must be completely sanded down over the whole floor and another coat of finish put on, while finish that doesn’t contain the compound can possibly be “spot refinished” and could just be refinished where the most wear or one large scratch might be. We would also like to make clear that Aluminum Oxide is not dangerous to human health at all and has nothing to do with low emitting materials or VOCs (volatile organic compounds).
Sustainable Flooring puts Aluminum Oxide in the finish of our traditional solid strip bamboo because it is a soft enough wood to benefit from the hardening, but we leave it out of the finish when it comes to our Strandwoven™ line of products. The reasoning behind this is simple; the Strandwoven™ products are already hard enough because of their manufacturing process (up to 2.5 times as hard as traditional oak). The hardness of Aluminum Oxide is not necessary and the products avoid some of the disadvantages listed above. Hopefully we have helped pierce the veil of Aluminum Oxide and have effectively demonstrated why we feel the need to mention it at all.








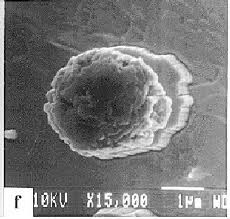



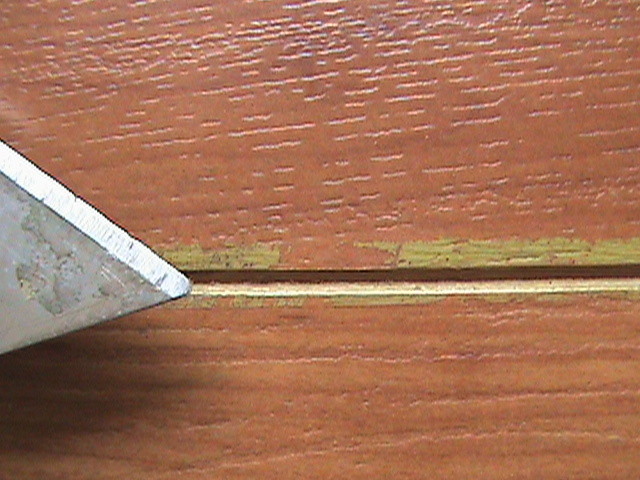
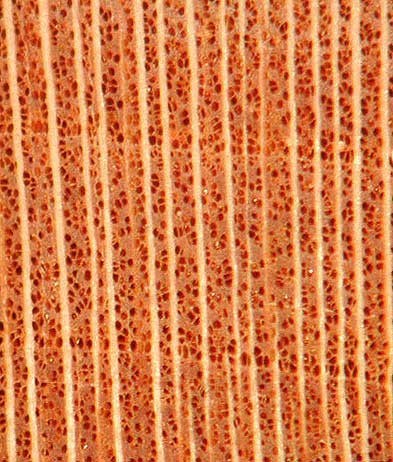
8. PARTICAL BOARD vs OSB
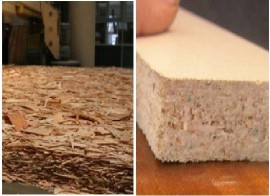
Particle Board, OSB. OK For Hardwood Flooring? Many get particle board and OSB confused, or mix up the terminology often. Deciding what type of sub flooring material you may have can be achieved by a basic understanding or by pictures. Actual particle board is composed of very small pieces of material that may include small chips of wood, fragments or remnants from softwood that was planed, and actual sawdust. Due to it's composition, particle board is prone to expanding when it comes into contact with moisture because it is not sealed properly. Let's put that another way. I'm sure many of us have seen older bathroom cabinets that have basically fallen apart. These are made from particle board. They may have been sealed well on the surface when they were laminated, but once moisture finds it's way into the backside the stuff basically grows and disintegrates. True particle board cannot be used as a subfloor when nailing or gluing hardwood floors. Failing to heed this advice will eventually lead to floors coming loose over time because particle board does not have the strength for holding fasteners or adhesive. On the other hand, OSB, the acronym for Oriented Strand Board has different properties. Some may be suitable for installation of hardwood, while others may not. It is important to check the manufacturer stamp on the actual product itself to be assured. In general, OSB is constructed of larger chips of soft and hard woods. If one looks at the actual composition of OSB material it is manufactured with a cross ply type of strength in mind. Older types of OSB are typically unsuitable for hardwood floor installs. When it comes to floating floors particle board may be used. However, keep in mind actual particle board is very susceptible to moisture. If you find you have this type of subfloor and plan a floating floor it's imperative any areas damaged from moisture be replaced. As an example; say you have a few spongy areas under older carpeting. Maybe Toto had a secret peeing spot you were not aware of and always wondered why it felt different underfoot. Without replacing the damage, your new floor will also feel spongy in that area to some degree. Depending on the severity, any spongy subfloor floor can actually cause damage to the interlocking system on any floating floor.
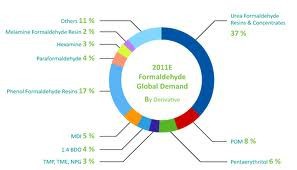
9. FORMALDAHYDE
CONSTRUCTION DEFECTS-SB800
• SB800 – Right to Repair Act (residential)
Performance/Cause and Effect
– Provides standards for construction
– “Foundation systems and slabs shall not allow water or vapor to enter into the structure so as to limit the installation of the type of flooring materials typically used for the particular application.”
– “manufactured products shall be installed so as not to interfere with the products’ useful life”
– Ceramic tile shall not detach.
SB800: General Summary
1. When Does SB800 Apply?
SB800, effective January 1, 2003, establishes a mandatory process prior to the filing of certain types of construction defect suits. The bill applies whenever there are defects alleged by a homeowner
in new residential construction, but does not apply to condominium conversions.
2. Who is Covered by the Bill?
The bill provides that any construction defect action against a builder, subcontractor, product manufacturer or design professional will be governed by the standards set forth in SB800. (Note that
the existing Certificate of Merit requirements for design professionals are not abrogated by the bill and apply in the event a lawsuit is filed after completion of the SB800 process.)
3. What is a "Defect" Under SB800?
The bill attempts to specifically define what constitutes a "defect" for virtually all aspects of a residential building and its appurtenant systems. Most of the definitions for defective
construction concentrate on water intrusion issues (requiring that building systems such as windows, doors, roofs and plumbing "shall not leak") and also provide that the defects "shall
not materially impair the use of the structure by its inhabitants."
4. What Must Be Done Before a Lawsuit is Filed?
The statutory process outlined by SB800 must be exhausted prior to the filing of a lawsuit. A Homeowner initiates the process by first submitting a written claim to Builder's designated agent.
If no offer to repair the alleged defects is made by the Builder, or if the Builder otherwise fails to adhere strictly to the process,the Homeowner may proceed with the filing of a
lawsuit.
5. What is the Timetable for the Claims Procedure?
As illustrated in the accompanying time-line (as well as in Attachment #2) the following hypothetical schedule assumes that a Homeowner has notified the Builder of alleged defects on January 3, 2003.
It is also assumed (for purposes of simplicity and to illustrate the maximum duration of the statutory pre-litigation process), that each event takes place on the last day of the period allowed under
the bill.
Homeowner submits claim to Builder on January 3, 2003.
Builder must "acknowledge" claim by January 17, 2003.
If Builder sends Homeowner a written acknowledgment on January 17, it then has until January 31, 2003 to complete its preliminary inspection.
Builder has until February 3, 2003 to request a second inspection. This second inspection must be completed within 40 days, i.e., by March 15, 2003.
Builder then has until April 14, 2003 to make its offer to repair some, all or none of the alleged defects and to suggest a contractor to perform the work.
-
Homeowner may consider Builder's offer until May 14, 2003.
-
Should Homeowner object to the repair contractor designated by Builder, Builder has until June 18, 2003 to provide Homeowner with a list of three alternative contractors. [Builder may also make a final, "non-invasive" inspection, ostensibly to facilitate the involvement of the repair contractor, by June 3, 2003.]
-
Assuming Homeowner agrees to a repair contractor on June 18, 2003 repairs must commence by July 2, 2003.
-
"Every effort" must be made to complete repairs by October 30, 2003.
-
Total duration of illustrated process: 300 days.
6. What Happens If the Homeowner Does Not Follow SB800?
If a Homeowner does not file a written claim with Builder in advance of filing suit, SB800 provides for a statutory bar to the action and a court would have no authority to hear the case. The case would be dismissed without prejudice, meaning it could be re-initiated at a later time, after proper exhaustion of the SB800 process.
7. What Defenses are Available Under SB800?
The bill sets forth certain statutory affirmative defenses available to the Builder for: (a) unforeseen acts of nature in excess of the design criteria expressed by the applicable building codes; (b)
Homeowner's unreasonable failure to minimize or prevent damages; (c) Homeowner's, or his/her agent's or employee's, failure to follow recommended or commonly accepted maintenance obligations; (d)
defects caused by alterations, ordinary wear and tear, misuse, abuse, or neglect; (e) defects barred by the statute of limitations; (f) defects subject to a valid release; and (g) the extent that
Builder's repair was successful in correcting the defects.
8. What Happens After the SB800 Process is Completed?
If the Builder has not strictly adhered to the process, or if the repairs are not suit or initiate other legal proceedings (i.e., arbitration). The Homeowner need not follow the SB800 process for
matters not covered by the legislation (i.e., alleged defects in products, such as washers/dryers, etc., which have been manufactured completely offsite).
9. How Are Subsequently Discovered Defects Handled?
All defects discovered after the process is completed would require the initiation of a new SB800 procedure and the Builder is not responsible for repairs of defects which it had no notice of or
opportunity to repair. If the statute of limitations has already run when the defect is discovered, the process cannot be initiated and no lawsuit may be brought. If the process is initiated prior to
the running of the statute, the statute will be extended to allow Homeowner and Builder to complete the process (see below).
10. Are the SB800 Proceedings Admissible in Evidence?
If an action to enforce the bill's standards is initiated in court by a Homeowner, the fact that a repair effort was made may be introduced to the trier of fact, and evidence of the parties' conduct
during the repair process may be introduced during a subsequent enforcement action. Repair efforts by a Builder are not considered confidential and privileged settlement communications and
may not be withheld from evidence on this basis.
11. What is the Interplay Between SB800 and the Calderon Process?
Civil Code Section 1375 (commonly referred to as the "Calderon" bill) sets up an analogous pre-litigation process for common interest development projects such as condominiums. The pre-trial process
prescribed by Section 1375 is mandatory and involves a minimum 6-month period of information exchange and alternative dispute resolution ("ADR") sessions between the prospective litigants. SB800
creates another, entirely separate, pre-litigation process that lasts for at least 101 days. Because it is entirely foreseeable that certain residential projects will fall within the ambit of both
SB800 and Calderon, SB800 contains an express provision excusing compliance with Section 1375's provisions where the requirements of the two statutes are "substantially similar."
12. How Does SB800 Affect the Aas Case?
Liability under SB800 would arise in spite of the Supreme Court's decision in Aas v. Superior Court (2000) 24 Cal.4th 627 (which held that only those construction defects causing property
damage are actionable under negligence and strict liability theories). Under SB800, it is not required that the "construction defects" enumerated in the legislation cause property damage,
thereby amounting to a legislative veto of the Aas decision.
13. How does SB 800 Change Existing Statutes of Limitation?
Existing law provides that an action based on defects not apparent from a reasonable inspection ("latent" defects) must be brought no later than 10 years after "substantial completion" of the
development or improvement. Although SB800 maintains the 10-year statute of limitations for actions falling within the ambit of the bill, there are shorter time frames prescribed for certain types of
defects (i.e., 1 year for noise transmission and irrigation system claims, 2 years for defective wood posts, 4 years for defective steel fences, 5 years for painting claims, etc.). Further, if the
10-year statute of limitations expires during the SB800 process, it will be extended for 100 days following completion of the repairs. The 10-year statute of limitations is also extended in the event
a mediation occurs after completion of the repairs.
14. What Immunity for 3rd-Party Inspectors Does SB800 Provide?
SB800 provides immunity from liability to third-party inspectors who provide, under contract with an applicant for a residential building permit, an "independent quality review" of residential plans
and specifications. This immunity would extend to any potential claimant except the person who retains the inspector, meaning only the person paying the inspector for his/her services could sue for
negligence. A third-party inspector will be required to meet certain minimum experience requirements to qualify for the immunity, and will also be required to maintain a minimum of $2 million in
liability insurance coverage.
15. Is A Builder Released after Completing Repairs?
A Builder is not released after completing repairs. The bill presumes that a Builder warrants implicitly, in addition to any express warranties on the original construction, that the repairs
will be reasonably adequate to restore the structure to the condition intended by its designers, and that the home will be reasonably habitable by its occupants. Specifically, a Builder may not
obtain a release or waiver of any kind in exchange for the repair work mandated by the bill. If the repairs fail before the statute of limitations runs, a Homeowner may still bring a lawsuit
against the Builder. However, nothing in the bill prohibits a Builder from obtaining an enforceable release in exchange for a cash payment.
16. What Effect Does SB800 Have Upon Warranty Obligations?
SB800 requires Builders to provide homeowners with a minimum one-year express warranty covering the "fit and finish" of cabinets, mirrors, flooring, interior and exterior walls, countertops, paint
finishes and trim. The bill also permits builders to exceed the warranty standards of the bill and provide homeowners with other more extensive warranties.
17. What Mediation Procedures are Contained in SB800?
If a Builder has complied with the bill's requirements and has completed a repair prior to the filing of an action by a Homeowner (and if there has been no previous mediation between the parties),
the Homeowner is then required to request mediation in writing. In the event that a mediation is undertaken at this point, any applicable statutes of limitation will be tolled. SB800 also
allows a Builder to pursue ADR as an alternative to its provisions. However, a Builder may not pursue ADR as an alternative to SB800 and then also insist on compliance with the SB800 process after
completion of ADR.
18. Who May Participate in the SB800 Process Besides Builders?
SB800 provides that if the Builder intends to hold a subcontractor, design professional, or material supplier, including an insurance carrier, warranty company, or service company, responsible for
its contribution for any construction defects, the builder shall provide notice to that person or entity sufficiently in advance to allow them to inspect the alleged defects and to participate in the
repair process.
19. Will SB800 Reduce the Amount of Construction Defect Litigation?
Despite its lofty intentions, SB800 will probably not result in an appreciable decrease in the amount of construction litigation in California, and may actually cause additional litigation over its
meaning and intent. To begin with, many of the construction defect definitions are qualitative in nature and subject to dispute (i.e., "foundations shall not contain significant" cracks or
vertical displacement," "stucco or other exterior finishes shall not contain significant cracks or separation," "exterior hardscape shall not contain cracks that display significant
vertical displacement or that are excessive," "windows, patio doors, deck doors or their systems shall not allow excessive condensation to enter the structure," "stucco and exterior siding
systems shall not allow excessive condensation to enter the structure," etc.). These and other similar definitions are sure to be the subject of much dispute among expert witnesses in
forthcoming construction defect litigation.
Perhaps more importantly, a Builder who performs repairs pursuant to the SB800 process may not obtain a legally binding release, thus raising a potential disincentive to perform such work. Serious insurance coverage questions may also arise with respect to any voluntary repair work performed by a Builder pursuant to SB800, and for construction defects which do not result in property damage. Further, depending upon the complexity of the issues involved, the time deadlines set forth in SB800 may not prove workable or realistic under the circumstances.
In sum, it will probably be many years before the final chapter on SB800's effectiveness in actually decreasing construction defect litigation will be written. However, given the far-reaching nature of the legislation and its attendant ambiguities and complexities, it is probably a safe bet that residential construction defect claims will continue to be a hotly litigated area in the foreseeable future.
Green Blog: Elizabeth Baldwin
Elizabeth Baldwin has over 20 years of international wood sourcing experience. Very widely traveled, her résumé's "Special Skills" section includes "the ability to eat anything from raw horse to deep-fried scorpion." She serves as Metropolitan Hardwood Flooring's (metrofloors.com) ECO (Environmental Compliance Officer) and deals daily with the "green alphabet soup" of today's industry: FSC, CARB, LEED, and much more. She blogs for Hardwood Floors on all things green (and, as she says, " 'grey' and 'blue' and almost every color except 'black and white.' Nothing in this world is black and white, particularly not 'green issues.'")
|
A VOC is a Volatile Organic Compound.
|
10. PROTECT YOUR HARDWOOD FLOORS - PET SHOES
11. MANUFACTURERS of ENGINEERED WOOD & LAMINATE FLOORING
RESOURCES: MANUFACTURERS, INDUSTRY ASSOCIATIONS, & SOURCES OF INDOOR ENGINEERED WOOD AND WOOD LAMINATE FLOORING MATERIALS
PREFINISHED WOOD FLOORING
Alloc Inc. * www.alloc.com - Snap-together, no-glue long-strip and single-strip laminated flooring
Anderson Hardwood Floors * www.andersonfloors.com - Laminated strip, nail, glue, and floating
Armstrong World Industries * www.armstrong.com - Bruce, Hartco, and Robbins prefinished plank and engineered strip
Columbia Wood Flooring * www.columbiaflooring.com - Prefinished solid strip
Duro-Design * www.duro-design.com - Floating click-lock oak flooring
Nydree * http://www.nydreeflooring.com - Engineered wood strip with oil, UV-cured urethane, or acrylic-impregnated finish
Junkers Hardwood www.junkershardwood.com - Floating engineered plank installation
Kahrs * www.kahrs.com - Laminated strip with UV-cured acrylic urethane, nail, glue, or floating
Lauzon * www.lauzonltd.com - Prefinished strip, laminated strip, and click-lock laminated plank
Mannington Mills * www.mannington.com - Laminated strip and plank with polyurethane and aluminum-oxide finish
Medallion Hardwood Flooring * www.medallionhardwood.com - Prefinished solid hardwood strip and plank with aluminum-oxide finish
Tarkett Wood Floors * www.harris-tarkett.com - Prefinished solid hardwood, laminated, and long-strip flooring
MercierWood Flooring * www.mercierdurable.com - Prefinished solid strip and laminated strip with aluminum-oxide finish
Zickgraf Hardwood Flooring * www.zickgraf.com - Prefinished solid strip with UV-cured urethane with diamond and aluminum oxide
BAMBOO FLOORING PRODUCERS & SOURCES
Duro-Design * www.duro-design.com - Laminated bamboo flooring with durable water-based finish
Hawa Bamboo Flooring * www.hawabamboo.com - Prefinished bamboo flooring with aluminum-oxide finish
Natural Cork * www.naturalcork.com - Prefinished glue-down or nail-down 3-ply bamboo planks with aluminum-oxide finish
RESILIENT FLOORING MANUFACTURERS LIST
Congoleum * www.congoleum.com - Vinyl sheet flooring and tiles
Domco (division of Domco Tarkett Group) * www.domco.com - Vinyl sheet flooring and tiles
Forbo * www.forbo-flooring.com - Linoleum sheet and tiles
Mannington Mills * www.mannington.com - Vinyl sheet flooring and tiles
Nova Distinctive Floors * www.novafloorings.com - Laminated linoleum surface over fiberboard and cork planks, floating installation
Tarkett * www.tarkettna.com - Vinyl sheet flooring and tiles
CORK FLOORING MANUFACTURERS & SOURCES
American Cork Products Co. * www.amcork.com - Prefinished parquet tiles and floating floor planks
Amorim Revestimentos * (formerly Ipocork) www.wicanders.com - Floating or glue-down laminated cork tiles with UV-acrylic or oil finish
Expanko Cork Inc. * www.expanko.com - Cork tiles with wax or polyurethane finish
Korq Inc. * (212) 758-2593
Natural Cork * www.naturalcork.com - Glue-down cork tiles and floating laminated planks with UV-cured acrylic finish
Nova Distinctive Floors * www.novafloorings.com - Laminated cork planks with glue-down and floating click-lock installation
WECork * www.wecork.com - Cork tiles, sheets, and floating floors
POLYMER (URETHANE), MDF, AND VINYL TRIM PRODUCERS & SOURCES
Burton Mouldings * www.burton-mouldings.com - MDF(medium-density fiberboard), polymer, flex, and wood
Fypon * www.fypon.com - Polymer moldings and components
Nu-Wood * www.nu-wood.com - Polymer moldings and components
Outwater Plastics * www.outwater.com - Polymer moldings and components
RAS Industries * www.rasindustries.com - Polymer moldings and components
Royal Mouldings * (formerly Marley Mouldings) www.royalmouldings.com - Polymer, polystyrene, expanded-PVC, CPVC, and acrylic molding profiles and components
12. WHAT IS pH?
What is pH?
pH is a measure. The symbol pH is a contraction standing for pondus Hydrogeni (= "weight of Hydrogen", the simplest element); pH is the relative measure of hydrogen ion concentration. Put another
way, pH is the relative presence of H+ (Hydrogen ions) versus OH- (=hydroxyl ions). Note that when these two charged species get together they form an uncharged water (H2PO) molecule. What happens in
solutions is that at any given moment some Hydrogen and Hydroxyl ions are getting together, falling apart, floating around having other adventures. The relative presence of one over another
determines the pH of the system.
In a "pure" solution of nothing but water there is a concentration of 10-7 (that's ten to the minus seventh, 0.0000001), Moles (a number, 6.02 X 1023) per liter (volume) of Hydrogen ions (charged
particles). The fancy mathematical expression for pH, is that it's the negative (or one over, the reciprocal) of the logarithm (base 10) of Hydrogen ion concentration, or:
1-log10[H+] or alternatively, ----------------------
log(10) [H+]
In the example of "pure" water this is log(10) (10-7), or the log of one over 10 to the minus seven, which doing the math is a pH of 7.000.
All that pH is, is a measure of the concentration of hydrogen (and/or hydroxyl) ions in a solution (in Moles per liter). There are all types of chemical species (salts, acids, bases...) in a solution
that affect (increase/decrease) their relative concentrations. Making the average number of hydrogen ions greater (e.g. 10-6, 10-5, less 10 to the minus negative) means the pH is lower. Or more
acidic (by definition, a pH lower than 7.00). Going the other direction, having less concentration of H+ (or alternatively, more OH-), meaning concentration of hydrogen ions is even less than 10-7,
denotes an alkaline, or basic condition. As an example, consider a hydrogen ion concentration of 0.00000001 H+ ions, denotes a pH of 8.000. A 7.000 situation is termed a neutral pH.
Maybe one last illustration (or two). Let's say the hydrogen ion concentration is 10-7.8 or 0.00000078 Moles/liter. What is this solution's pH? That's right, 7.8, like much of the southwestern U.S.
"liquid-rock" tap water. Note that in the above expressions the change between a pH point, let's say seven to eight represents a change of an order of magnitude, or ten times. Much like the
logarithmic scale used to describe earthquake strength (Richter), a small difference in number represents a large change in hydrogen ion concentration. Going from a pH of 6.5 to 8.5 is a difference
of 100 times less hydrogen ion concentration! This is a big change, and you should be aware and wary of the logarithmic nature of the pH scale.
pH varies from 0 up to 7 (acidic), to just 7 (neutral) to above 7 to 14 (alkaline, or basic). Here's where people seem to get lost in the jargon. Do not confuse acidic with acidity or alkaline with
alkalinity. Acidic and alkaline describe a static measure of a solution on a pH scale; acidity and alkalinity are measures of a capacity, a reserve, to resist changing from a given pH point. Let's
make this very clear below.
Reserve/Resistance to pH Change:
The capacity of a system to resist an upward/downward pH is termed acidity/alkalinity respectively. The same quantity is in turn referred to as acidic and alkaline reserve. Read those last two
sentences again, carefully. This understanding seems easily lost among aquarists; consequently folks "drive" their pH up/down dangerously with various adjusting mechanisms.
In actual practice what happens in a solution like seawater is that there are materials, chemicals suspended and dissolved and capable (like gravel, coral...) of dissolving (going into solution),
some that are added as foods, treatments, source/tap water constituents, that "fight" or resist change changes in pH. This is what we mean by buffering. Buffers aid or thwart efforts in changing
chemistry/physics by resisting shifts (in pH in this case). This is the reason alkalinity tests must be applied with simple pH measure, if much adjustment is needed or desired and/or you're dealing
with expensive, sensitive livestock (like a reef tank). There may be so much buffering capacity at different levels or points in the system's pH make-up, that you may accidentally overshoot and
drastically (sometimes tragically) raise (or lower) the pH too much too soon. I cannot begin to tell you how many times I've seen this happen.
ALL AROUND VAPOR EMISSION PRODUCT
http://www.youtube.com/watch?v=9D6wFW9Px_0&feature=player_embedded
13. GENERAL FLOORING GLOSSARY
GENERAL FLOORING GLOSSARY
A
Above-Grade Level: A suspended floor located above the surface of the ground, over a well-ventilated air space with at least 18 inches between the bottom of the lowest horizontal structural member and any point of the ground. An above-grade subfloor is normally over a basement or a crawl space.
Abrasion Resistance: Resistance to a form of wear in which a gradual removal of a flooring surface is caused by the frictional action of relatively fine particles. Abrasion resistance generally depends on the toughness of the product or wear-layer, thickness of wear-layer, and existence of surface coatings.
Abrasion: Wearing, grinding, or rubbing away by friction
Acclimation: The act of allowing wood moisture content to become at equilibrium with the environment in which it will perform (See EMC, Equilibrium Moisture Content)
ACI: American Concrete Institute - a trade organization of the concrete industry.
Acid Etch: Refers to the use of a mixture of muriatic acid and water on concrete either to neutralize the surface if it shows signs of alkali or to open the surface to allow a good bond with adhesives or powder underlayments. This can actually cause problems in bonding due to acid residue.
Acid: Chemical substance rated below 7 on the pH scale
Acoustics: The sounds of floor traffic and dropped objects are important when considering types of flooring materials. The cushioning of impacts reduces the generation of airborne sound within the room and the level of sound that can be transmitted to adjacent areas. It also minimizes the transmission of impact-generated, structure-borne noises throughout the building. In multifamily dwellings, the transmission of impact-generated noise is of primary concern. Resilient flooring, in general, "give" under the impact of footsteps, dropped objects and rolling loads. The resilience helps to reduce traffic noise. In comparison with other hard-surfaced flooring (wood, marble, ceramic, concrete, metal), resilient floors are low noise producers.
Acrylic Resin: A synthetic resin usually white in color that dries transparent and is resistant to discoloration, moisture, alcohol, acids, alkalis and mineral oils. It is usually made by polymerization of acrylic acid and methacrylic acid.
Acrylic/Wood: The generic name for wood/plastic composites using wood impregnated with acrylic monomers and polymerized within the wood cells.
Addenda: The portion of an architect's specification that is added after the specification when a building project is written.
Adhesion: The property that causes one material to stick to another. Adhesion is affected by the condition of the surface to be coated and by the closeness of contact, as well as by the molecular forces of the unlike substances. Thus, the surface should allow a certain amount of penetration, should be chemically clean and not too smooth, hard or nonporous for good adhesion.
Adhesive Bleeding: Undesired migration of materials in the adhesive to the surface of the floor between tile joints.
Adhesive: A substance that is capable of holding materials together by surface attachment. Adhesive is also called cement, glue, mastic or paste.
Adsorption: A type of adhesion that occurs at the surface of a solid or liquid in contact with another medium, thus allowing an increased number of molecules of the gas or liquid to become attached to the surface of the solid at the point of contact.
Aggregate: Hard, inert material used in concrete. Fine aggregate is 1/4" or less in diameter and usually consists of sand. Coarse aggregate is 1/4" up to 1-1/2" in diameter and usually consists of crushed gravel.
AIA: American Institute of Architects - the largest organization of recognized architects in the United States.
Air Bubbles: Trapped air under flooring. Bubbles can be small or large in size. When bubbles appear shortly after installation, placing the flooring into the adhesive too soon or rolling improperly is generally the cause. When they appear at a later time, they may be caused by moisture in the subfloor.
Air Dried: Dried by exposure to air in a yard or shed without artificial heat. (Not kiln dried)
Air-Entrained Concrete: Concrete containing tiny air bubbles formed by adding soap-like resinous or fatty materials to the cement or to the concrete when mixed. Bubbles give the water in the concrete enough room to expand as it freezes.
Alkali: A soluble mineral salt present in some soil and natural water.
Alkaline Salts: Diluted salts that are carried to the surface of a concrete subfloor by water coming up from the ground below. These salts may cause installation failure of resilient flooring by destroying the adhesive bond. They can work their way up through tile joints and sheet goods' seams. In dry concrete, normal surface alkalinity on a pH scale is 9 or less. When alkali readings on a slab are above 9, alkali can cause problems with a flooring installation. There is no guarantee any treatment will keep the surface free of alkali, but washing the surface with clear water or soda water will lower the alkalinity. Traditionally, muriatic acid has been used, but it too may leave behind residue, which can adversely affect the flooring installation.
Alkalinity: A measurement of alkaline rated above 7 on the pH scale.
Alligatoring: A finish that exhibits large segmented cracks with the appearance of an alligator hide. May be caused by heavy coating, coating over non-cured coatings, use of fast drying thinners or the application of a finish over another with less elasticity.
Amber: A yellowish color change from either the wood or finish. See Color Change.
Aniline Colors: Colors made from aniline oils or coal tar derivatives, and used in the manufacture of wood stains. Aniline dyes are made in different grades to be soluble in water, alcohol or hydrocarbons, and accordingly are called water colors, spirit colors and oil colors, respectively.
Anisotropic: Not possessing the same properties in all directions. Wood is anisotropic because the shrinking and swelling, from moisture loss or gain, are unequal in length, thickness, and width
Annual Growth Ring: The layer of wood growth, including spring and summerwood, formed on a tree during a single growing season.
ANSI: American National Standards Institute.
APA Trademarked: Wood underlayments approved by APA - The Engineered Wood Association - as suitable for the installation of resilient flooring.
APA: The Engineered Wood Association, formally known as the American Plywood Association - A trade organization that specifies which wood panels are acceptable as underlayment boards for resilient flooring.
Applicator Marks or Streaks: Associated with partially cured finishes. When an applicator is drawn across the surface of half-set finish, especially when applying a new section of finish, the lapped area is deglossed leaving a streak. Usually caused by thin films, which have faster curing times than the surrounding area. May also be caused by inadequate agitation of satin and semi-gloss finishes, which allows "settling" of glossing agents.
Aqueous: A water-based solution or a solution containing water.
Armafelt: A moisture-resistant Armstrong felt backing that allows sheet flooring to be installed on all grade levels.
ArmaLock® Installation System: Laminate locking system where each piece aligns automatically making installation easy and features a locking strength of 670 pounds per linear foot.
Armstrong Adhesive 57: A high solids, high strength urethane adhesive with no water. Used to install Armstrong hardwood flooring products except foam-tile. Various trowels are used for different flooring products. Available in 3 1/2 gallon sizes only.
Armstrong Adhesive Remover: A specially formulated solvent to remove Armstrong Adhesive 57. Available in one quart sizes only.
Ashlar: A method of installation of brick or tile flooring where the joints in one course (row) of the tile fall directly in the center of each tile in the rows of tile immediately adjacent.
Asphalt Saturated Felt Paper: A 15lb asphalt felt paper that meets ASTM Standard D 4869 or 30/30/30 Asphalt laminated Kraft paper that meets federal specification UU-13-790A commonly used to retard moisture.
ASTM: a.) American Society of Testing Materials - sets testing standards for a variety of materials including resilient flooring. b.) American Standard Testing Methods
Automatic Floor Machine: A self-contained, single- or multiple-disc floor machine that dispenses cleaning solution, scrubs the floor and takes up the spent solution in a single operation, leaving the floor clean and dry. Available in a variety of sizes, automatic floor machines can be equipped with either brushes or pads.
B
Backing: The bottom layer of the floor covering. This is the part of the flooring which determines what adhesive will be used for installation over various substrates.
Balling: Incapable of being troweled satisfactorily, the adhesive "balls up" under the trowel, and is usually due to a dusty or dirty substrate. May also occur when the adhesive has been frozen.
Base Shoe: A molding designed to be attached to baseboard molding to cover expansion space. It is the alternative to a quarter-round in profile.
Baseboard: The finished exposed board around the wall at the floor.
Bastard Sawn: See Rift Sawn.
Beam: A piece of timber, steel, stone or other material placed horizontally to support a load over an opening from post to post (column to column).
Bearing: Any characteristic part of a building (wall, column, etc.) that supports part of the weight of the structure. A wall is often spoken as a "bearing-wall" whenever it supports weight other than itself.
Below-Grade Level: Below ground level partially or completely below the surrounding ground level and in direct contact with the ground or with fill which is in direct contact with the ground. Presence of moisture is assumed, and the subfloor must be tested to determine the moisture level.
Beveled Edge: The chamfered or beveled edge of strip flooring, plank, block and parquet. See Eased Edge.
Beveled Edging: An edge material, normally vinyl or rubber, fastened in place to taper the edge of the floor covering to a lower level. Also called reducer strip.
Bid: The offer or proposal of any contractor to the architect, owner or general contractor to furnish material and/or labor for one or more parts of a building.
Binder: The composition of a plastic that contains the resin, plasticizer and stabilizer; whatever is not binder is filler.
BioStride: A breakthrough, patent-pending polymer that contains biobased, rapidly renewable ingredients. BioStride’s unique plant-based composition reduces the reliance on petroleum and fossil fuels.
Bleed Back: Most commonly associated with stains but may be caused by a slow drying finish system. Deep stain penetration, especially in spring wood, causes slow curing of the stain due to the absence of airflow and oxygen. When humidity rises or with the application of a finish the cell structure swells causing the stain to be squeezed out forming a small droplet on the surface of the floor or film. Wiping with a dry, white towel normally identifies the presence of the problem which can be prevented by buffing with a red or white pad.
Bleeding: a.) Undesired migration of materials in an adhesive to the surface of the floor between tile joints.
May be caused by moisture in subfloor, not enough open time, too much adhesive, solvent removers in the subfloor, or the use of no-rinse strippers within the first two years of the
installation.
b.) When the color of a stain or other coating material works up into succeeding coats, imparting to them a certain amount of color, it is said to bleed.
Blister: A raised spot on the surface of a floor similar in shape to a blister on human skin. How soon after installation a blister develops can help determine the cause. Blisters that occur within a few hours are usually due to a concentration of trapped air. Blisters that occur at a later time often indicate the presence of moisture in the substrate.
Blistering: The formation of bubbles or pimples on the surface of finished work. It is caused by exposure to excessive heat, grease or other volatile material under the finish, by moisture in the wood or by the too frequent application of coats. Anything that causes a gas or vapor to form under the film may cause blistering.
Blushing: The formation of a white or grayish cast in a spirit varnish, shellac or lacquer film during the drying period. It is caused by the partial or total precipitation of the solid ingredient as a result of condensed moisture in the film. This may be caused by excessive humidity or by use of an improper solvent.
Board Foot: A unit of measurement of lumber represented by a board 1 foot long, 12 inches wide and 1 inch thick or its cubic equivalent. In practice, the board foot calculation for lumber 1 inch or more in thickness is based on its nominal thickness and width and the actual length. Lumber with a nominal thickness of less than 1 inch is calculated as 1 inch.
Boards: Manufactured from reconstituted wood particles as opposed to wafers or strands. Commonly referred to as flakeboard or chipboard, these panels are comprised of small particles usually arranged in layers by size.
Body: a.) Often used to describe the consistency of viscosity of a finishing material. It's also used to describe the fullness or thickness of film on the work. b.) The consistency of an adhesive.
Boiling Point: The temperature at which the vapor pressure of a liquid equals the air pressure, or the temperature at which a liquid begins to boil.
Bond Release: Part of the function of the polyethylene foam underlayment is to prevent the bonding of the laminate floor to the subfloor. Without a bond breaker, the glue pressed out of the bottom during the glue up step will adhere the floor to the subfloor.
Bond Test: A 72-hour test to determine if resilient flooring can be adhered to the subfloor with the recommended adhesive. The test determines whether the adhesive is compatible with the subfloor. It can also detect the presence of moisture. Bond testing determines the compatibility of adhesive with sealers, curing agents and other foreign matter and determines the necessity of their removal.
Bond: a.) The adherence of one material to another. b.) The adhesion between two dissimilar materials.
Borders: Simple or intricate designs which frame and customize a flooring installation.
Bow: The distortion of lumber in which there is a deviation, in a direction perpendicular to the flat face, from a straight line from end to end of the piece.
Bowing: A specific type of warping when a parquet slat or plank unit has a curvature from end to end, flat wise, from a straight line.
Brush Marks: Marks of the brush that remain in the dried film of a finishing material. They are caused by working the material after its solvents have evaporated to the point that the flowing power has been lost or by defects in formulation that prevent the material from leveling out after it has been brushed.
Brushability: The ease with which a material can be applied with a brush under practical conditions.
Bubbling: The appearance of bubbles in the film of finish while a finishing material is being applied. It is caused by any condition that causes air, vapors or gases to be trapped in the film while it's soft, but after it has hardened sufficiently to prevent the gas from escaping.
Build Coat: A finishing material, usually of a transparent nature, used over the sealer or color coats and under the finishing coats to increase the fullness of the finished work.
Burl: A swirl or twist of the grain of the wood that usually occurs near a knot, but doesn't contain a knot, commonly found in the stump of a tree and where limbs branch out from the tree.
C
Calendering: Taking the fused mass of vinyl from the mixer and placing it onto two, hot, large rotating rolls and allowing the mass to be squeezed into a thin sheet; similar to a dough roller.
Cantilevered: That portion of a structure which projects beyond its own support is cantilevered.
Carbide Tipped Saw Blades: Special cutting blades that are available for most power cutting tools.
Cement: Usually refers to a portland cement.
Cementitious: Having the properties of cement; being made of cement.
Chalk Line: Usually a cotton cord coated with chalk. The cord is pulled taunt and snapped to mark a straight line. The chalk line is used to align spots, screeds and tiles.
Chatter Marks: Slight indentations causing a ripple effect on the surface of a wood floor. They are usually caused by sanding machines that have out of balance drums, bad drive belts or foreign objects stuck to the wheels. The marks are most noticeable on gloss finishes, in direct light areas or at eye level.
Check: a.) A lengthwise separation of the wood that usually extends across the rings of annual growth and commonly results from stress set up in wood during air or kiln drying. b.) A rupture or opening along the grain of the wood developed during seasoning. Generally seen on the quartersawn face along a ray.
Checking: Similar to alligatoring, except that the finish is broken into smaller segments.
Chemical Foam: Blowing agent placed in a plastisol, and when heated it decomposes and creates air cells to make a foam; primarily used in "cushioned rotovinyl" residential structures.
Chemical Resistance: Resistance to softening, bleaching or discoloration from common chemicals that may be spilled on the floor. Chemical resistance is most dependent on the composition of the product, the existence and chemistry of the surface coating and the susceptibility of the seams to failure in chemical spills.
Chipboard: See particleboard.
Chipped Grain: An area in which pieces of wood have been pulled or chipped away from the surface during machining; also called torn grain.
Chipping: The condition that occurs when a dried film of finishing material separates from the underneath surface in the form of flakes or chips. It is usually caused by insufficient elasticity or improper adhesion to the base material.
Clamps: Devices used to pull together the first two or three rows of laminate boards. It is important to have these first rows straight and well bonded prior to completion of the laminate installation.
Cleaning: Removal of minor marks, dust, grit and other extraneous materials from a surface.
Cleat: A barbed fastener commonly used as a mechanical device to fasten hardwood flooring.
Closed Specification: An architect's specification for one manufacturer's material only.
Coated Nails: Nails which have been coated with a resin or other type of coating which gives the nails better staying power. This helps prevent the nails from working back up from the underlayment and causing what are commonly called nail-pops. Nail-pops cause bumps in the appearance of the finished flooring. Some coated nails cause staining of resilient flooring. A quick test should be run to determine the potential for staining.
Color Change: Visual changes in the color of the wood species caused by exposure to light, deprivation of light and air, or some chemical reaction.
Color Trials: Material could be graded as regulars or irregulars, except color range is beyond acceptable limits for either grade. Color Trial material is sold "as is" with no warranty. Color Trials will be sold as single rolls. This category will include Residential Rotogravure Sheet Flooring Products.
Colorfastness: Exposure to strong sunlight may affect the performance and appearance of some types of resilient floors by causing fading, shrinking or blistering. Armstrong commercial resilient floors are not recommended for outdoor installation.
Column: A vertical wood, steel, stone or concrete shaft, pillar or support, free-standing, supporting the portion of the structure above it.
Combination Base and Shoe: A dual purpose molding that is 2" high and extends out from the wall 3/4" at the toe and is 78" long. Prefinished or unfinished available.
Combustible: Having a flash point of 80-150 degrees F.
Commercial Flooring: Floors designed for installation in commercial settings such as schools, hospitals, public buildings and institutions. Also referred to as contract flooring.
Compression Set: a.) A phenomenon occurring in wood when wood tries to expand, due to moisture gain, but cannot because of some restraining force. When the same wood loses the moisture, it will shrink the same amount as a similar piece of wood. This phenomenon is why cracks in wood floors continue to widen with repeated mopping when the cracks are filled with dirt and cannot expand with moisture gain. b.) Caused when wood strips or parquet slats absorb excess moisture and expand so much that the cells along the edges of adjoining pieces in the floor are crushed. This causes them to lose resiliency and create cracks when the floor returns to its normal moisture content.
Compressive Strength: The ability of a material, such as concrete, to withstand loads. Compressive strength is measured in pounds per square inch (PSI). If the compressive strength is 3500 psi, it means the subject material will withstand a load up to 3500 pounds per square inch without breaking down.
Concrete Curing Compound: Compounds which are applied to new concrete to seal water in for curing. This makes it possible to get onto the concrete quickly. Traditionally, slabs were kept wet for curing by traditional means such as wet straw, burlap, plastic film, etc. This kept the concrete wet for the 28 day "wet cure" but did not allow for use of the slab during the curing period. Whenever curing agents have been used, a bond test should be run to determine the compatibility of the adhesive to the curing compounds. Curing compounds must be removed in areas where calcium chloride tests are being run. When moisture testing fails, curing agents need to be removed to allow the concrete to dry.
Concrete Curing: The process of keeping concrete moist for an extended period of time. Curing is necessary to insure proper hydration, and for strength and quality.
Concrete Hardener: Compounds or other materials designed to strengthen the surface of new concrete and improve the quality of old concrete. These do not normally cause any bonding problems with resilient flooring installations, but a bond test should be run.
Concrete Sealer: Sealers are normally a finish coating used to protect concrete floors from traffic and surface cleaning and should not be used when the slab is intended as a substrate for resilient flooring. Sealers are designed to prevent water and dirt from getting into the concrete from the surface and render the concrete less porous. Sealers may interfere with the bond adhesives, and a bond test should always be run.
Concrete: A mixture of Portland cement, water, fine aggregate and coarse aggregate. The concrete is bound together by the Portland cement and water paste which surrounds the aggregate and fills all the spaces between particles.
Conditioning: A required step in the installation of laminate floors. This insures that the laminate has equilibrated to the new environment thus minimizing the risk for peaked seams or bowed boards.
Conductive Flooring: A floor designed to carry off built-up static electricity and reduce the risk of explosion in potentially explosive environments.
Coniferous: See Softwoods.
Construction Joint: Joints in concrete which occur whenever concrete work is concluded for the day. They separate areas of concrete placed at different times. In slabs on grade, construction joints usually align with and function as control or isolation joints.
Contact Adhesive: An adhesive applied to both surfaces to be bonded and is allowed to dry to the touch. It bonds to itself instantaneously on contact. Since this type of adhesive does not remain tacky, it must not be allowed to dry.
Control or Contraction Joints: Joints in concrete which are grooved, formed or sawed into slabs so cracking will occur in these joints rather than in a random manner. They extend to 1/4 the depth of the concrete thickness. When the concrete is completely cured and dry, they may be filled with a Portland-based underlayment before the application of resilient flooring.
Conversion Varnish: See Swedish Finish.
Cove Base: Usually made of vinyl or rubber in a variety of sizes and shapes, cove base is designed to give a finished appearance between the floor and the wall. The base meets requirements of ASTM F 1861, Standard Specification for Resilient Wall Base.
Cove Stick: A stick made of wood, plastic or wax which is placed at the juncture of the floor and wall to support sheet flooring which is flash coved. If there is no support behind the cove, the flooring can be punctured.
Cove: A trim piece having one edge with a concave radius. A cove is used to form a junction between the bottom wall course and the floor.
Crazing: The appearance of minute, interlacing cracks or checks on the surface of a dried film of finishing material.
Crook: The distortion of a board in which there is a deviation, in a direction perpendicular to the edge, from a straight line from end to end of the piece.
Cross Direction: Laying of material perpendicular to the material below it.
Cross Pull: A condition occurring at an end joint with the ends of flooring strips pulled in opposite directions.
Crowfoot Checking: The name given to the defect when the breaks in the film form a definite three-prong pattern with the breaks running outward from a central point of intersection. When the checks are generally arranged in parallel lines, the defect is known as line checking. Irregular checks without a definite pattern are known as irregular checking.
Crowfooting: A species of crystallization (See Checking) wherein the lines come together at a central point.
Crowning: A convex or crowned condition or appearance of individual strips with the center of the strip higher than the edges. The opposite of cupping.
Cupping: A concave or dished appearance of individual strips with the edges raised above the center. The opposite of crowning.
Cure: To change the properties of a product by chemical action as opposed to drying when the product has reached its optimum state.
Curing: Process of keeping concrete moist for an extended period of time. Necessary to insure proper hydration and for strength and quality.
Cushioning: All laminated floor structures require the use of some kind of foam underlayment to be placed over the subfloor. These foam materials conform to minor subfloor imperfections and stop the "grinding" that would occur if the laminate floor structure were just placed directly on the subfloor.
Cut: To sand a floor. As a noun, cut refers to one pass over an area of floor with sanding equipment. Usually, a mechanic will make two or more cuts with progressively finer grits of sandpaper.
Cutback Adhesives: Refers to asphalt adhesives which have been liquefied with petroleum solvents. When the lighter fractions are boiled away from petroleum oil, the thick residue left is asphalt. To make it fluid again, solvent is added and the asphalt is "cut back."
Cutter: A term applied to a flooring unit that must be cut to fit next to a wall, or any vertical object, to allow for the proper expansion space between the flooring and all vertical objects.
D
Damp Mopping: This procedure involves the removal of fine dust, grit and spills from the floor surface with a mop dampened with a neutral detergent solution. Performed daily, this procedure helps to control grit and can reduce time and money spent on more intensive maintenance procedures.
Deciduous: See Hardwood.
Defect: Any abnormality lowering the value of a product no matter why, when, or how it developed.
Deflection: A variation in the position or shapes of a structure or structural element due to the effects of loads or volume change; usually measured as a linear deviation from an established plan rather than an angular variation.
Delamination: The separation of layers in an engineered/laminate through failure within the adhesive or at the bond between adhesive and laminate.
Diffuse/Porous Woods: Certain hardwoods in which the pores tend to be uniform in size and distribution throughout each annual ring or to decrease in size slightly and gradually toward the outer border of the annual growth ring. Hard maple is an example.
Dimensional Stability: The ability to maintain the original intended dimensions when influenced by a foreign substance. Wood is not dimensionally stable with changes in moisture content below the fiber saturation point. Engineered wood flooring, however, is more dimensionally stable than solid wood.
DPL (Direct Pressure Laminate): Direct pressure laminate is a method of fusing used to manufacture laminate flooring. The surface, inner layers and backing layer are fused in a single press operation.
Dispersed: In reference to finishing materials, finely divided or colloidal in nature.
Distressed: A heavy artificial texture in which the floor has been scraped, scratched or gouged to give it a timeworn antique look. A common method of distressing is wire brushing.
Drier: A catalytic material that improves the drying or hardening properties of oils or varnishes when added in small amounts. They are usually organic salts of lead, cobalt, manganese, zinc and iron, such as naphthenates, resonates and linoleates.
Dry Fitting: A procedure where the first couple of rows of laminate floor are placed together, without glue, to get the proper orientation and starting point for the continuation of the remaining floor.
Dry Tack-Free: The stage of solidification of a film of finishing material when it doesn't feel sticky or tacky when a finger is drawn lightly across it in a quick continuous motion.
Dry to Sand: That stage of solidification of an applied film of finishing material when it can be sanded without undue softening, sticking or clogging of the sandpaper.
Dry to Touch: That stage of drying of a film of finishing material when it has solidified sufficiently that it can be touched lightly without any of the finishing material adhering to the fingers.
Drying: The act of changing from a liquid film to a solid film by the evaporation of solvents, oxidation, polymerization or by a combination of these phenomena.
Drywall: Interior covering material, such as gypsum board, hardboard or plywood, that is applied in large sheets or panels.
Durability: The ability of the wood species or finish to withstand the conditions or destructive agents with which it comes in contact in actual usage, without an appreciable change in appearance or other important properties.
Dust: Small particles of solid matter. Also, a grading or size of natural resin.
Dust-Free: That stage of solidification of an applied film of finishing material when dust that settles on the coated surface won't penetrate or stick to the film.
Dusting: Appearance of powdery material on the surface of newly hardened concrete. Sometimes caused by allowing the surface to dry too rapidly without curing.
E
Ease Of Cleaning: Most dependent on the porosity of the surface that provides voids for dirt entrapment, presence of surface coatings, uniform coverage of the coating, and toughness of the surface coating to stand-up to wear and maintenance routines.
Eased Edge: See Beveled Edge.
Easy Clean: A water based cleaner for use with all Armstrong Flooring.
Embossing: A permanent multilevel surface of flooring produced by mechanical or chemical means during manufacturing. Embossing provides a three-dimensional appearance and helps conceal subfloor irregularities. It also prolongs gloss retention because only the high points of the embossing receive surface abrasion.
End Joint: The place where two pieces of flooring are joined together end to end.
End-Matched: In tongue and groove strip and plank flooring, the individual pieces have a tongue milled on one end and a groove milled on the opposite end, so that when the individual strips or planks are butted together, the tongue of one piece fits into the groove of the next piece. See Side-Matched and Tongue and Grooved.
Engineered: An assembly made by bonding layers of veneer or lumber with an adhesive so that the adjacent layers have their grains going in opposite directions to increase dimensional stability.
Epoxy Adhesive: A very strong two-part thermo set adhesive which is mixed on the job. Depending on the use, epoxies can have short or long working times.
Epoxy, Epoxy Ester: A varnish that, with the addition of epoxy, creates a hybrid with the advantages of both products. Ambers well with quick build and high gloss but can be difficult to repair.
Equilibrium Moisture Content (EMC): The point of balance when the moisture content in wood is equal to the moisture content in the surrounding atmosphere.
Estimate: A preliminary cost figure prepared by contractors or others to give a job owner and/or architect a rough idea of the cost of a completed building
Expansion Joint Cover: Special covers designed to span expansion joints and move with the movement of the separate parts of concrete without breaking.
Expansion Joint: Separations between adjoining parts of a concrete slab allowing separate movement of the parts. They are usually filled with an elastomeric type of material. Expansion joints should never be filled with a cementitious underlayment product because any movement of the separate parts may cause the underlayment to break up and be pushed out of the joint. Resilient flooring should not be installed over this type of joint as cracking and buckling may occur. Expansion joint covers should be used instead.
Expansion Zone: An "air" space around the perimeter of a laminate floor structure which allows for growth and expansion of the floor due to changes in environmental conditions.
F
Fading: The loss of color due to exposure to light, heat or other destructive agents.
Feather Edge: The tapering of the edge of a film of dried material either by the method of application, sanding, or rubbing the dried film, resulting in a gradual progression of the film thickness from little or no material at the edge to a normal coating at the center.
Feature Strip: A strip of wood used at a threshold or to border a room or to otherwise serve as an accent. Usually of a contrasting color or species.
Federal Specifications: Standards which are established for various types of flooring by the General Services Administration (GSA) in Washington, D.C. Federal Specifications have been replaced by ASTM Standards.
Fiber Saturation Point (FSP): The stage in drying or wetting wood at which the cell walls are saturated with water and the cell cavities are free from water. It's usually taken as approximately 30 percent moisture content, based on oven dry weight.
Fiberboard: A broad generic term inclusive of sheet materials of widely varying densities manufactured of refined or partially refined wood or other vegetable fibers. Bonding agents and other materials may be added to increase strength, resistance to moisture, fire or decay, or to improve some other property.
Figure: Inherent markings, designs or configurations on the surface of the wood produced by the annual growth rings, rays, knots and deviations from regular grain.
Fill: Sand, gravel or dirt used to bring a subgrade up to desired level.
Filler: In woodworking, any substance used to fill the holes and irregularities in planed or sanded surfaces to decrease the porosity of the surface before applying finish coatings. Wood filler used for cracks, knotholes, worm holes, etc
Fillets: The small components which comprise parquet. Also called fingers or slats.
Finger-block: Parquet made from small strips of wood assembled together. See Fillets.
Fingers: See Fillets.
Fire Resistance: The property of a material or assembly to withstand fire or give protection from it. Certain wood species naturally provide greater fire resistance than others. Classes are I, II, III or A, B, C with Class I or A being the most fire resistant.
Fire Retardant: A chemical or preparation of chemicals used to reduce flammability or to retard the spread of a fire over a surface.
Fire Testing: Resilient floor coverings are usually exempt from model building code flammability requirements. However, some building code officials, government agencies and other regulatory authorities require test information on the fire performance of resilient flooring. The most widely used test for flammability is based on the Flooring Radiant Panel Test. The current editions of the B.O.C.A., Standard Building Code, and the NFPA 101 Life Safety Code reference the Flooring Radiant Panel Test. NOTE: Numerical flammability ratings alone may not define the performance of a product under actual fire conditions. Ratings are provided only for use in the selection of products to meet the specified limits. Flooring Radiant Panel Test - ASTM E 648 (NFPA Standard 253 and Federal Standard #372) - In this test, a horizontally mounted floor covering system is exposed to radiant energy from a gas/air fuel radiant panel mounted above one end of the sample and inclined at a 30 degree angle. The radiant panel gene
Fish Eyes: Also called cratering, crawling, holes, spots or flow marks. When caused by surface contaminants the finish is applied over areas in which the wetting agents cannot perform their function. The finish then recedes away from this area reforming into the film. This "crawling" creates round or elliptical areas lacking adequate finish. May also be caused by failing to properly agitate a finish prior to application. Without proper agitation, properties within the finish may separate. The flattening and wetting agents will therefore not be in proper concentration and cause this appearance.
Flag Worm Hole: One or more wormholes surrounded by a mineral streak.
Flag: A heavy dark mineral streak shaped like a banner.
Flame Spread: The propagation of a flame away from the source of ignition across the surface of a liquid or solid, or through the volume of a gaseous mixture. NOTE: Most wood species are Class C Flame Spread unless the wood floor has been treated and marked.
Flammable: Having a flash point of 20-80 degrees F.
Flash Coving: An extension of the sheet flooring up the wall a few inches to form a wall base integral with the flooring.
Flash Point: Temperature at which an inflammable liquid produces a vapor which, when mixed with air, becomes an explosive mixture.
Flatting Agent: A material added to a normally glossy coating to reduce luster and produce a flat appearance.
Flecks: The wide, irregular, conspicuous figure in quartersawn oak flooring. See Medullary Rays.
Flexibility: The degree of a floor covering material's ability to be bent, turned or twisted without cracking, breaking or showing other permanent damage. Flexibility will vary with temperature.
Floor Machine Brush: A circular brush with the bristles of varying stiffness and abrasiveness, depending on whether it's to be used for scrubbing, buffing or stripping. Bristles are made of natural or synthetic fibers or grit-impregnated nylon. Always follow flooring manufacturer's guidelines for choosing the floor machine brush with the appropriate stiffness and abrasiveness.
Floor Machine Pad: A non-woven nylon, polyester, or natural fiber disc up to 1" thick. Each disc has various types and sizes of intertwined fibers, some of which may have grit particles bound to the fiber surface. Coarseness of the pad determines its use: least coarse for buffing, with increasing coarseness for scrubbing and stripping. Pads are color-coded to designate their coarseness and use. Lighter-color pads tend to be less abrasive, with darker-color pads being the most abrasive. Pad manufacturer's generally follow these guidelines: 1. Natural fiber for burnishing; 2. White for polishing; 3. Beige for buffing; 4. Red for spray-buffing and light scrubbing; 5. Blue or green (medium abrasive) for scrubbing and stripping; 6. Brown or black (extremely abrasive). Armstrong does not recommend the use of brown or black pads on any of our resilient floors.
Floor Machine: A single-disc machine that can be equipped with either pads or brushes. It can be used for scrubbing, buffing and stripping.
Flow: The characteristic of a coating that allows it to level or spread into a smooth film of uniform thickness before hardening.
Footing: The spreading course or courses at the base or bottom of a foundation wall, pier or column.
Ford Cup: A type of viscosimeter originally used by the Ford Motor Company, but now used extensively in testing laboratories. It consists of a cup with an overflow device to ensure a standardized volume, in the bottom of which is a standardized orifice. The number of seconds required for the cup to empty itself at a standardized temperature gives a numerical expression of the viscosity of the material.
Foundation: The structural portion of a building or wall below the first floor construction, including the footings.
Framing: The rough timberwork of a structure including the walls, floors, roof, ceiling and the beams and studs which make up these various parts.
Freeze/Thaw Stable: An adhesive which is able to be frozen and thawed for a specified number of times without the emulsion breaking. When an adhesive is harmed by freezing, it is the handling characteristics which are affected. The adhesive becomes rubbery, stringy and thick, and is unable to be troweled or applied to the substrate.
Full Spread Installation: Spreading the adhesive over the entire substrate before placing the flooring.
Fuzzy Grain: Fibers protruding on the finished surface exhibiting a rough surface.
G
Gauge: The nominal thickness of a flooring material or of a layer within the material. With resilient flooring, wear layer and backing gauge are often listed separately.
General Contractor: The "prime contractor" or major contractor, who, under the architect, is the firm in charge of any construction. All subcontractors report to the general contractor except in those cases where the subcontract portion of the project is taken out of the general contract and led by the architect or owner directly. The general contractor is responsible for the completion of all portions of the project which fall under his supervision and bases his bid for all the work under his direction on the bids provided him by the subcontractors. A general contracting firm may do a number of the major items in the job, i.e. masonry, carpentry, etc., but most often asks for bids for the items included in his contract from a number of subcontractors.
Gloss Meter: An instrument for measuring the luster or gloss of a finished surface.
Gloss: The luster, shininess or reflecting ability of a surface.
Glossing Up: The increase of luster in a rubbed film through friction in use or the increase in luster of a flat varnish in the package through a decrease in the effect of a flattening agent.
Gouge: A groove or cavity in the flooring surface accompanied by material removal and penetration below the immediate flooring surface.
Grab: The property that enables an adhesive film to hold in place an adherent which is trying to pull away. This is usually applied to a partially set film.
Grade: The level of the subfloor in relation to the surrounding ground.
Grain: A general term describing the direction and alignment of the wood elements.
Graininess: The objectionable appearance of small, grain-like particles in a finishing material or in the dried film thereof.
Green Concrete: Concrete which is fairly new and has not had a chance to completely cure and/or dry.
Growth Rings: Increments of growth. Seen in a cross section of a log as rings around the center of the log. When only one growth ring is formed a year, it is called an annual ring. Viewing the end of a parquet slat, they appear in bands or layers.
H
Hardness: That property of the wood species or dried film of finishing material that causes it to withstand denting or being marked when pressure is exerted on its surface by an outside object or force.
Hardwood: Generally, one of the botanical groups of deciduous trees that have broad leaves, in contrast to the conifers or softwoods. The term has no reference to the actual hardness of the wood.
Heartwood: The inner portion of the log that dies. Its is generally darker in color than sapwood.
Heat-Welded Seam: A seam produced by grooving abutting edges of resilient flooring and filling the groove with heated, fused or melted material (usually from a weld rod) to provide a bond and seal. Excess welding material is trimmed flush with the finished flooring after cooling.
Heavy Streaks: Spots and streaks of sufficient size and density to severely mar the appearance of wood.
Heterogeneous Sheet Flooring: Floor surfacing in sheet form consisting of a wear layer and other layers which differ in composition and/or design and may contain a reinforcement. (Sometimes called layered composite or backed vinyl sheet flooring) The flooring meets requirements of ASTM F 1303, Standard Specification for Sheet Vinyl Floor Covering with Backing.
High Solids: A general term used to denote the presence of a higher than average percentage of solid ingredients and thus a lower percentage of solvents.
High-Speed Buffer: A floor machine designed for buffing and spray-buffing at speeds of 300 to 1100 rpm. (For machines in the 1100 to 2000 plus rpm range, see Ultra High-Speed buffer.)
Homogeneous Sheet Flooring: Floor surfacing in sheet form that is of uniform structure and composition throughout, usually consisting of vinyl plastic resins, plasticizers, fillers, pigments, and stabilizers. (Sometimes called unbacked vinyl sheet flooring.) The flooring meets requirements of ASTM F 1913, Standard Specification for Sheet Vinyl Floor Covering without Backing.
Honeycombing: a.) Checks often not visible at the surface that occur in the interior of a piece of wood, usually along the wood rays. b.) Large ruptures or openings along the grain in wood that develop during kiln drying due to internal stresses.
Hot-Melt Adhesive: An adhesive which is specially formulated and placed on the back of resilient tile so it can be installed without spreading any other adhesive products. This is normally used on tile commonly referred to as Place n Press, and is sold to the do-it-yourself (DIY) market.
Hot-Melt Calendering: New technology used to melt a vinyl wear-layer into the calender and immediately place it onto a calendered backing material for a composite structure.
Humidity: The amount of water vapor in the air. See Relative Humidity.
Hydration: The chemical reaction between water and Portland cement, which causes the concrete to attain its ultimate compressive strength.
HydraCore™ : Armstrong laminate’s superior performance structure that resists surface spills or moisture wicking from the subfloor. Its locking fit provides superior dimensional stability.
Hydrostatic Pressure: Pressure which forces water up through a below-grade slab, generally causing installation problems due to moisture. This occurs when the water table is higher than the slab. Hydrostatic pressure is caused by the weight of the water pressing down on itself. Contrary to popular belief, this is not the cause of most problems with resilient flooring.
Hygrometer: An instrument for measuring the degree of humidity or relative humidity of the atmosphere.
Hygroscopic: a.) A substance that can absorb and retain moisture, or lose or throw off moisture. Wood and wood products are hygroscopic. They expand with absorption of moisture and their dimensions become smaller when moisture is lost or thrown off. b.) The ability to lose or gain moisture relative to the atmospheric humidity and temperature.
I
Impact Insulation Class: IIC is the measurement of how well a product resists the direct transfer of an impact, over a wide frequency range, from an elevated floor to the room below.
Impact Loads: Impact loads are momentary indentations like those produced from walking traffic. These impact pressures are high (often as much as several thousand pounds per square inch), and the smaller or sharper the impact area, the more damaging the indentation. NOTE: The extremely high forces exerted by high heels or spiked shoes (1,000 psi [70.3 kg/sq cm] or more) may visibly damage wood floors, resilient floorings, and other commercial floor coverings. See also Static Loads and Rolling Loads.
Impact Test: A test for determining the resistance to shattering of a dried film by dropping a weight onto the finish.
Incompatible: Not capable of being mixed together without impairing the original properties of the materials being mixed. Mixing incompatible materials usually results in a separation of solid particles, cloudiness or turbidity.
Inlaid Sheet Flooring: Floor surfacing material in which the decorative pattern or design is formed by color areas set into the surface. The design may or may not extend through to a backing.
Inorganic: Being or composed of something other than plant or animal (i.e. mineral); primarily relates to fillers being inorganic.
Inset: The cutting and placement of a design or motif, usually of contrasting colors, into the overall floor covering.
Intensity: The intensity of a color is its purity or degree of hue as seen by the eye.
Intumesce: To expand with heat to provide a low density film. The term is used in reference to certain fire retardant coatings.
Irregulars: One piece of Armstrong resilient flooring material that is down-graded from regulars to irregulars because of one or more defects of material workmanship. The defects are primarily visual and may not be of such a degree as to make the goods unusable material. This material is not covered under the Armstrong material warranty and is sold "as is".
J
Jamb: The side of a doorway, door frame or window.
Jointed Flooring: Strip flooring, generally birch, beech, hard maple, oak or pecan, manufactured with square edges, not side matched, but usually end matched.
Joints: The junction of precut surfaces butted together, such as tile or underlayment boards.
Joist: a.) A small timber to which the boards of a floor or the laths of a ceiling are nailed. Joists rest on the walls or on girders. b.) One of a series of parallel beams used to support floor or ceiling loads and supported in turn by larger beams, girders or bearing walls.
K
Kauri-Butanol Valve: A measure of the solvent power of petroleum thinners, expressed as the number of milliliters of the product under test required to cause cloudiness or turbidity in 20 grams of a solution of Kauri in butyl alcohol that has been prepared under standardized conditions.
Kiln: A chamber having controlled air flow, temperature and relative humidity for drying lumber, veneer and other wood products.
Kiln-Dried: Dried in a kiln with the use of artificial heat.
Knot: The portion of a branch or limb that has been surrounded by subsequent growth of the stem. The shape of the knot as it appears on a cut surface depends on the angle of the cut relative to the long axis of the knot. In hardwood flooring, small and pin knots aren't more than one-half inch in diameter. A sound knot is a knot cut approximately parallel to its long axis so that the exposed section is definitely elongated.
Knotholes: Voids produced by the dropping of knots from the wood in which they are originally embedded.
L
Lacquer: A finish containing nitrocellulose more often used as a sealer. The fast curing properties of this finish are created by using a solvent with a very low flash point which causes it to be very flammable. Ambers little, cures rapidly, but may water spot and become cloudy when applied in high humidity.
Laminate: A composition of MDF board and multiple layers of impregnated papers and Aluminum Oxide.
Lap: a.) Used as a verb, lap means to lay or place one coat so its edge extends over and covers the edge of a previous coat, causing an increased thickness where the two coats are present, as compared to the single thickness on either side of the lap. b.) As a noun, lap is that portion of a coat of finishing material that extends over the edge of and onto a previous coat.
Latex: A milky, rubbery fluid found in several seed plants. Originally, latex meant the natural rubber dispersion as it came from the tree. Today, it includes synthetic rubbers or other polymers dispersed in water.
Layout Lines: Lines chalked on a substrate to guide in accurately setting tile.
LEED (Leadership in Energy and Environmental Design®): A green building rating system that was developed by the U.S. Green Building Council in 2000 through a consensus based process. LEED is a tool for buildings of all types and size. LEED certification offers third party validation of a project’s environmental features and verifies that the building is operating exactly the way it was designed to.
Legs: Long strings of adhesive developed between the flooring and the substrate as a result of the water evaporating or migrating from the adhesive. This is normally seen in rubber-based adhesives and is a desirable characteristic. It is important to remember that not all adhesives have legs and legs are not a necessary characteristic for good adhesion to occur.
Level: A surface or line with all points at the same elevation. Horizontally straight.
Leveling: The ability of a film to flow out free of ripples, pock marks, brush marks or other surface defects.
Light Reflectance: Brightness and quality of light play an important role in the illumination of institutional, commercial and industrial facilities. The light reflectivity ratings of resilient floors are important when taking the complete interior environment into consideration. Since a majority of resilient floors are made of combinations of different colors, these light reflectance figures are average values based on a large area of the pattern. (Light reflectivity values are determined by measuring the percentage of light directed at any surface that is then reflected under standardized test conditions.) The Illuminating Engineering Society of North America recommends that floors have a reflectance factor of 20% to 40% for optimal seeing areas in offices, 30% to 50% for school classrooms, and 20% to 30% for hospital operating rooms. Light reflectance should not be confused with gloss. Gloss can result in reflected glare from highly polished surfaces in the field of view. While gloss level depends primaril
Light Reflectivity: The Characteristics of a material which determines the degree or amount of light which will be reflected from its surface from any given angle.
Lightweight Concrete: Can be made two ways; may use lightweight aggregate such as shale, clays, pumice, etc. or may add chemicals that foam and produce air spaces in the concrete as it hardens.
Linoleum "Bloom": Linoleum "seasoning bloom" (also known as drying room film) is a natural phenomenon caused by the properties of the desiccant oils. These produce a yellow film that forms on the linoleum during the drying process. Any change in the product's appearance because of this film is temporary and disappears when the flooring is exposed to light. The time required for seasoning bloom to disappear ranges from several hours to several weeks depending on the light source's intensity. The light exposure process that eliminates the film will continue even after protective floor polishes are applied, although polish may slow the process. On areas of linoleum not exposed to light, elimination of the yellow film will not occur.
Linoleum: A surfacing material composed of a solidified mixture of linseed oil, pine rosin, fossil or other resins or rosins, or an equivalent oxidized oleoresinous binder, ground cork, wood flour, mineral fillers, and pigments bonded to a burlap, jute or other suitable backing.
Lock & Fold™: A simple, two-step process that fits laminate strips together faster and easier than other laminates.
Loosened Grain: The separation of the growth ring, primarily at the tips, from the surface of a wood slat, especially on the surface of plainsawn wood.
M
Manufacturing Defects: Includes all defects or blemishes that are produced in manufacturing, such as chipped grain, torn grain, skips in dressing, hit and miss (a series of surfaced areas with skips between them), variation in machining, machine burn, and mismatching.
Mastic: Relating to flooring adhesive and sometimes even to latex primers. It is normally associated with water-based products and is a catchall term.
Mechanic: A term used for a floor installer in the wood flooring industry.
Medullary Rays: Strips of cells extending radially within a tree. The rays serve primarily to store food and transport it through the tree. In some hardwood species, the rays form a conspicuous figure sometimes referred to as flecks. See Flecks.
Milk: Refers to a latex liquid used to prime dusty substrates or mix with an underlayment powder.
Milky: Having the appearance of milk or showing some whiteness, as when water is mixed with varnish or when a dried transparent film starts to turn white from moisture.
Mineral Spirits: A solvent product used as a thinner and/or cleaner.
Mineral Streak: a.) A general term used to describe discoloring in hardwoods. The discoloring ranges from greenish brown to black and has a high mineral content; also called mineral stain. b.) Wood containing an accumulation of mineral matter introduced by sap flow, causing an unnatural color ranging from greenish brown to black.
Mitered Corners: Usually, a 45 degree angle cut in the laminate to create custom borders and insets. These cuts require that a new groove be cut and a spline inserted prior to final installation.
Mixed Media: A wood floor that is predominately of wood, but also incorporates other materials, such as slate, stone, ceramic, marble or metal.
Moisture Content (MC): The amount of moisture in wood expressed as a percentage of the weight of oven dried wood. Most hardwood flooring is manufactured at 6 to 9 percent moisture content.
Moisture Resistance: Three types of moisture conditions may exist which will forewarn of possible moisture problems: 1. Concrete floor moisture - Concrete floors directly in contact with the ground are never completely dry. Also, the moisture content of new concrete is high, regardless of grade levels. Resilient floors may be seriously affected when installed directly over wet concrete which is not sufficiently dry. 2. Wood floor moisture - Wherever a wood floor is constructed over an inadequately ventilated crawl space, resilient floors are not recommended. Crawl spaces must be at least 18 in. (45.72 cm) high and cross-ventilated. Wood floors constructed on sleepers directly over concrete slabs are susceptible to moisture penetration. Such moisture is trapped under the resilient flooring, resulting in deterioration of wood fiber. For this reason, resilient floors are not recommended for installation over this type of subfloor. 3. Surface moisture - Resilient floors may be installed in areas where excessi
Moisture Vapor Barrier: Usually a polyethylene film used to impede or block the transmission of water from the subfloor up to the laminate structure.
Moisture-Cured Urethane: A finish that properly cures in the presence of moisture. It is very stain, spot and water resistant, but requires very tight environmental control during application and curing. May cure too rapidly and flatten poorly when applied in very high humidity. Long delays in curing may occur in areas when humidity levels are quite low. The finish has an excellent abrasion resistance which also makes it difficult to recoat.
Moldings: Accessory items that are used to enhance the appearance and performance of Armstrong floors. Six different moldings are available: reducer strip, threshold, quarter round, stair nosing,combination base and shoe and T-Molding. For 3/4" solid strip: reducer strip, stair nosing, and quarter round. See individual moldings for sizes.
Monolithic: Placed in one continuous pour without construction joints.
Mosaic Parquet: See Parquet.
Muratic Acid: A diluted acid used to neutralize alkalinity of concrete subfloors.
N
Net Seam: A net seam results from the proper setting of an underscriber and angle of the knife blade. If the blade is held at a true 90 degree angle to the floor, a net seam will result. Tilting the blade away from the edge will result in an open seam, while tilting toward the edge produces a too-tight seam.
Neutral Cleaner: A mild (pH of 6 to 8) detergent that does not contain any strongly alkaline materials, and is designed to remove soil, not floor polish.
Nominal Size: As applied to timber or lumber, the size by which it is known and sold in the market; often different from actual size.
Nonvolatile: That portion of a material which doesn't evaporate at ordinary temperatures; the solid substances left behind after the volatiles have evaporated.
Nosing: A hardwood molding used to cover the outside corner of a step, milled to meet the hardwood floor in the horizontal plane and to meet the riser in the vertical plane. It is usually used on landings.
O
Odor: That property of a substance which is perceptible by the sense of smell; the smell, scent or fragrance of a material.
Oil-Modified Urethane: An oil based varnish enhanced with urethane. This hybrid ambers well and has good abrasion resistance. Curing may be delayed when humidity levels are high. This finish is very stain and abrasion resistant, but has a long curing time.
On Grade: At ground level or in direct contact with the ground, over fill which is in direct contact with the ground, or with less then 18" of well-ventilated space between the bottom of the lowest horizontal structural member and any point of the ground. This is normally a floor which is on ground level with no basement or crawlspace beneath.
Open Grain (finish): failure of finish to form a film over areas of low density, normally associated with the softer spring wood. The finish is absorbed into the softer grain failing to form a film and causing a loss of sheen. While not considered a finish defect it can often be concealed by the application of an additional coat of finish.
Open Specification: This is a specification where the architect's requirements for material are stated but in which no specific manufacturer's product is listed. When a specification of this kind is written, the architect and/or the owner must approve material made by one or several manufacturers and then bids are made on the basis of the architect's approval of this material.
Open Time: Amount of time recommended for the adhesive to set before it is covered with the flooring. Open time is affected by temperature, humidity, and porosity of the substrate.
Orange Peel: A finish that exhibits a surface texture resembling the surface of an orange. Normally caused by rolling a finish that has cured excessively which freezes the roller pattern in the film. May also be caused by excessive airflow, the velocity of which freezes waves in the film when it sets.
Or-Equal Specification: An open-end specification where an architect will mention one or more manufacturers' products and will add the words "or equal". Those manufacturer's names given have had the architect's approval for this specification, but other competing products may be approved if the architect will recognize them as equal in quality and type to those specifically mentioned by name.
Organic: Having been living at one time (like petroleum, crude oil, coal, wood, etc.) or derived from living materials and/or containing carbon and hydrogen atoms; primarily relates to plastics being derived from petroleum.
OSB: Oriented Strand Board panels are constructed of strand-like wood particles arranged in layers (usually 3-5) oriented at right angles to each other. No longer used as an underlayment board although it is still available as STURD-I-FLOOR.
Overwood: A term used to describe a condition when adjoining edges of the flooring pieces are not the same height after installation is complete. Tolerances for each product and grade vary. May be called underwood.
Oxidation: The combination of a substance with oxygen.
P
Parquet Flooring Square: Basically a "tile" composed of individual slats held in place by a mechanical fastening. It is 6" x 6" and possesses interlocking tongues and grooves. May have either 7 or 8 slats per tile.
Parquet Flooring Unit: A 12" x 12" unit consisting of four squares or "tiles" fastened together.
Parquet: A tile composed of individual slats assembled together. A square may or may not possess tongues and grooves to interlock, and isn't necessarily square or regular in dimension.
Particleboard: Boards manufactured from reconstituted wood particles as opposed to wafers or strands. Commonly referred to as flakeboard or chipboard, these panels are comprised of small particles usually arranged in layers by size.
Parting Agent: Compounds used on wood or steel formwork for concrete to make it easier to remove the cured concrete from the form. Parting agents are normally silicone or paraffin waxes and must be removed before installation of resilient flooring.
Peaked Seams: A condition that can occur at the joints between two pieces of laminate that can be caused by too much moisture from the surface or from damage of the tongue during installation.
Peeling: A defect in a dried film manifested by large pieces becoming detached from the under surface and coming loose in sheets or large flakes.
Penetrating Stains: Stains that penetrate into the surface of the wood. They are usually made of dyes dissolved into liquids that easily penetrate the wood.
Permion® Finish: An Ultra Violet-cured urthane topcoat with aluminum and mineral oxide additives incorporated in the urethane. The oxides increase wearability of the urethane finishes.
Petroleum Spirits: Another name for mineral spirits.
pH Value: The concentration of the hydrogen ion in a material. A pH value of 7 is considered neutral. Lower values are acidic; higher values
are alkaline.
Photo sensitive: The property of some wood species which causes them to lighten or darken when exposed to light. See Color Change.
Pigment Stains: Stains that get their color primarily from pigments mixed with binder and volatile thinners.
Pigment: The fine, solid particles used for color or other properties in the manufacture of paint, enamel and certain stains.
Pin Holes, Pin Lines (finish): Normally caused by finish flowing into low lying or less dense areas such as spring wood. This thicker film of finish allows gasses formed during curing to freeze in the film leaving a small crater. The finish fails to form a film in these areas as the finish is in the wood instead of on it. While not considered a finish defect it can often be corrected by the application of an additional coat of finish.
Pin Worm Hole: In hardwood flooring, a small round hole not more than 1/16inch (1.5626MM) in diameter, made by a small wood boring insect.
Pin Holes: Small round holes (1/100 to 1/4 inch in diameter) in wood that results from the mining of ambrosia and similar beetles.
Pith: The small, soft core occurring near the center of a tree trunk, branch, twig or log.
Plain Sawn: The annual growth rings make an angle of less than 45 degrees with the surface of the piece. This exposes the pores of the springwood and dense summerwood of the annual growth ring in ring porous woods to produce a pronounced grain pattern.
Plainsawn Wood: Wood that has been sawed from the hardwood log in such a manner so the growth rings form an angle from 00 to 450 with the surface.
Plan: A drawing representing a projection of any one of the floors or horizontal cross sections of a building or of the horizontal plane of any object or area.
Planer Bite: A groove cut in the surface of the edge of a parquet slat or on the face of a 3/4" solid strip, deeper than intended by the planer knives.
Plank: Solid or Engineered/Laminated boards 3" and wider designed to be installed in parallel rows. Edges may be beveled to simulate the appearance of Colonial American plank floors.
Plasticizer: Special oils developed to impart flexibility and special properties like stain resistance to plastics, like PVC; they are added in the compounding step to the vinyl resin. The most common plasticizer used in vinyl is called DOP short for, dioctyl phthalate (pronounced "die-octil-thal-ate").
Plasticizer Migration: The migration of the plasticizer in the flooring to the adhesive. This causes unwanted softening of the adhesive and may lead to release of the bond.
Plastisol: Made from a special kind of vinyl resin which is suspended in plasticizer and stabilizer to make it pourable as a liquid for coating purposes.
Plugs: Dowels that simulate the Colonial American plugged or pegged plank look. They are used to cover countersunk screws when installing wood flooring or for decorative purposes in wood flooring.
Plywood: A fabricated wood board made of three or more separate plies or panels of wood veneer laid with grain of adjoining plies at right angles. The most dimensionally stable of wood underlayment boards, plywood is recommended for all applications of resilient flooring. Standards for acceptable underlayments for resilient floors are set by the APA - The Engineered Wood Association.
Polish: A temporary coating that enhances the appearance and protects the substrate to which it is applied.
Polishing: The application of a temporary coating that protects the floor from wear, abrasion, soiling and discoloration, while smoothing the surface and significantly improving gloss. Polishes are easily removed and replaced or refurbished.
Polyurethane: A large molecule of chemically joined urethane units, having the capacity to solidify or "set". Irreversible when acted upon by heat, radiation or chemical cross-linking or curing agents. See Urethane.
Pores: Small straw-like ends of hardwood elements appearing on the ends of a slat or flooring unit as small holes. They are very predominant in the springwood of red oak.
Porosity: A matter which is porous or contains pores which are able to absorb liquid. Subfloors, which are porous, are normally concrete and wood. If there is any doubt as to the porosity of a subfloor, put a few drops of water on the surface. If the water is quickly absorbed, the surface is porous. If the water remains on the surface, the surface is nonporous.
Portland Cement: A finely pulverized material used in the making of concrete. When mixed with water, it causes hydration to occur. Named for its color - like the Isle of Port off the English coast.
Pot Life: The amount of time an adhesive remains useable in the container once it has been mixed or opened. Normally used in reference to products which are mixed together such as epoxy adhesives or portland-based underlayments.
Powdering: Partial or total disintegration of the polish film, resulting in a fine, light-colored material.
Pre-consumer recycled material: Manufacturing waste material, otherwise destined for a landfill, that has been reclaimed and used in a different product’s manufacturing process. Also called post-industrial recycled material.
Pre-finished: Factory finished flooring that only requires installation.
Printed Sheet Vinyl Flooring: A floor surfacing material which has a pattern printed on a backing and is protected with a wear layer of transparent or translucent vinyl plastic. Also called rotogravure sheet vinyl flooring.
Puckering: The crinkling, shriveling or wrinkling of a coat of finishing material upon drying.
Q
Quantity: The amount, bulk, mass, weight or measure of a thing; a measure of its size or numbers.
Quarter Round: A molding, small in size, with the profile of a quarter circle. Frequently used as base molding for resilient flooring.
Quartersawn: The annual growth rings of wood form an angle of 45 degrees to 90 degrees with the surface of the piece. In quartersawn strips, the medullary rays or pith rays in ring porous woods are exposed as flecks that are reflective and produce a distinctive grain pattern.
Quartersawn Wood: Wood that has been sawed from a hardwood log in such a manner so the growth rings form an angle from 45° to 90° with the surface.
Quicklink 60 Adhesive: A polymeric resin based adhesive containing water that is used to install all Armstrong hardwood flooring products except Foam Tile. Various trowels are used for different flooring products. Available in 1 gallon and 4 gallon containers.
R
Radiant-Heated Subfloor: A subfloor which also serves as a means to heat an area. Generally, heating coils, pipes or ducts are built into the subfloor. All Armstrong resilient flooring may be installed over radiant-heated subfloors as long as the surface temperature does not exceed 85° F. When temperatures exceed this limit, the flooring can soften and increase the risk of indentation.
Raised Grain: A roughened or fuzzy condition of the face of the flooring in which the dense summerwood is raised above the softer springwood but not torn or separated.
Ramp: An inclined plane connecting two different levels and used instead of steps, elevators or conveyors.
Rapidly Renewable: Armstrong uses the USGBC LEED definition – “Material considered to be an agricultural product, both fiber and animal, that takes 10 years or less to grow or raise, and to harvest in an ongoing and sustainable fashion.” Source: USGBC Leed-NC version 2.2 reference guide.
Raw Materials: The natural, untreated or unprocessed materials from which varnishes or other coatings are made.
Ray Fleck: A part of a ray appearing very distinctly on the face of a quartersawn slat.
Ray: Tissue formed in a living tree that radiates from the pith towards the perimeter of a tree across the growth rings. Rays are very distinct in the oak species.
Rays, Wood: See Medullary Rays.
Reagent Stain Resistance: Resistance to color change/residue by common chemicals that floors are exposed to in specific end-use areas, like Betadine in hospital operating rooms, tempera paint in schools, or coffee in other areas. Reagent stain resistance is primarily a surface characteristic. It is most dependent upon the existence of surface coatings and the chemistry of the coatings.
Recoatability: The application characteristics of a polish and the appearance of the film after successive coatings to a surface.
Reduce: To lower the viscosity of a material or to thin it by the addition of a solvent, thinner, varnish, oil, etc.
Reducer Strip: A teardrop shaped molding accessory for hardwood flooring, normally used at doorways, but sometimes at fireplaces and as a room divider. It is grooved on one edge and tapered or feathered on the other edge.
Refinish: Sanding a previously finished floor to bare wood and applying new finish.
Regulars: One piece of Armstrong resilient flooring material that is free from manufacturing defect in material and workmanship. This material is covered under Armstrong's material warranty.
Reinforced Concrete: Made by casting concrete around steel rods or bars.
Relative Humidity: Ratio of the amount of water vapor present in the air to that which the air would hold at saturation at the same temperature. It is usually considered on the basis of the weight of the vapor, but for accuracy should be considered on the basis of vapor pressures.
Resilience: Resilience is a property involving the elastic energy in a material, which causes it to regain its original shape after having been indented by a high pressure load. Resilience, in its broadest sense, consists of properties beyond recovery from indentation.
Resiliency: The ability of a material to resume it's former shape after mechanical deformation.
Resilient Floor: A non-textile floor surfacing material made in sheet or tile form or formed in place. Materials include but are not limited to asphalt, cork, linoleum, rubber, vinyl, vinyl composition, and poured polymeric systems.
Retarder: A slowly evaporating solvent that decreases the evaporation rate or slows up the drying of lacquers and similar materials.
Ridging: Small, tunnel-like raised areas over underlayment joints. They are approximately 1/4" wide and similar in cause to tunnels.
Rift Sawn: Lumber (primarily hardwoods) in which the annual rings make angles of 30 degrees to 60 degrees with the surface of the piece. Also known as bastard sawn.
Ring Porous Woods: A group of hardwoods in which the pores are comparatively large at the beginning of each annual growth ring and decrease in size, more or less abruptly, toward the outer portion of the annual growth ring. The large pores are springwood and the smaller pores are summerwood.
Ring Shank Nail: Headed nail for underlayment installation with rings on the shaft (shank) to improve the holding characteristics.
Rolling Loads: Initial 72 Hours: Newly installed flooring should not be exposed to routine rolling traffic (carts, litters, gurneys, etc.) for at least 72 hours after installation to allow setting and drying of adhesives. Initial 72 Hours and Thereafter: The bearing surface area of wheels is deceptively small, resulting in higher compressive forces than may be anticipated. Therefore, when moving heavy fixtures or appliances over resilient flooring on casters or dollies, the flooring should be protected with 1/4 in. (6.35 mm) or thicker plywood, hardboard or other underlayment panels.
Rolling: When recommended, roll in one direction and then roll in the cross direction. Rolling should be done immediately after placing the flooring into the adhesive. Start at the center of the sheet flooring and work outward to move trapped air to the edges. Rolling flattens adhesive ridges and pushes the flooring into the adhesive for a better bond.
Router Bit: A cutting tool, used with a hand held or table mounted router to cut a new groove into a cut piece of laminate.
S
Sapwood: The wood near the outside of a tree. It is usually lighter in color than heartwood.
Sawn: See Plain Sawn, Quatersawn and Rift Sawn.
Sacrify: A mechanical means of roughing a surface to abtain a better bond.
Scratch: A shallow cut or narrow groove in the flooring surface. A line or furrow made in the flooring surface by rasping or rubbing with a pointed or jagged object.
Scratches: Slight incisions, breaks, tears or indentations ont he surface casued by abrasive friction.
Screeds: Usually a 2"x4" (50MM x 100MM) pieceo f wood laid flat side down and attached to a concrete subfloor to provide a nailing surface for tongue and groove strip flooring or a wood subfloor.
Scrubbing: Washing a floor by wetting it with detergent solution, then using a moderately abrasive non-woven pad or appropriate brush, either by hand or attached to a low-speed floor machine, to vigorously agitate the wet surface. This procedure is used when a floor is heavily soiled, and less-aggressive cleaning methods have been unsuccessful. Always rinse thoroughly after scrubbing.
Scuff: A wearing away of the surface through abrasion or a thermo-mechanical displacement of the upper surface of the floor covering by friction from traffic bodies.
Scuffing Of Polish: Disfigurement of polish film resulting from an abrading or scraping action which is usually repairable without recoating.
Scuffing Of Resilient Flooring: A wearing away of the surface through abrasion or a thermo-mechanical displacement of the upper surface of the floor covering by friction from traffic bodies.
Sealer: Any finishing material that is applied with the primary purpose of stopping the absorption of succeeding coats.
Sealer-Wax Finishes: A combination of a sealer, generally varnish, with wax. Both the sealer and wax are normally burnished to enhance wear and appearance. Water spots and stains easily, but is simple to repair.
Seam Coating: A clear coating normally used to coat the surface area of seams in residential resilient flooring. The seam coating protects the seam from dirt and also helps hold seams together.
Seam: The line along which two pieces of sheet flooring are joined.
Securebond Installation Method: Used for commercial flooring with felt composition backings. S-235 Adhesive is used in the field and S-200 Adhesive, which chemically bonds the seam, is used at all seams and field cuts.
Selvage Edge: Excess material manufactured on the edge of the flooring. It is cut off before the flooring is seamed or matched at the edges.
Separation: The breaking up or segregation of two or more integral parts of a mixture into its component parts.
Set to Touch: See Dry to Touch.
Settling: The separation of a pigment or other solid ingredient from a coating material upon standing.
Shade: The degree to a color, as a dark green. Also, the act of changing the tone or degree of a color by adding small quantities of other colors to it.
Shake: A separation along the grain, the greater part of which occurs between the annual growth rings.
Sheathing: The structural covering, usually boards of plywood, placed over exterior studding or rafters of a structure.
Sheen: The degree of luster of the dried film of a finishing material.
Sheet Resilient Flooring: A form of resilient flooring that is usually thin in comparison to its length and breadth. In addition, the length usually substantially exceeds its width.
Shelf Life: The period of time which the manufacturer guarantees the unopened adhesive will be useable. The date of manufacture is normally stamped somewhere on the adhesive container. In most cases, the adhesive will be usable for a period of time following the shelf life. When the adhesive becomes unusable, the handling characteristics are affected.
Shellac: A finish produced from a combination of alcohol and resins excreted by the Lac Beetle. Has good ambering, may become tacky when subjected to high humidity and lacks the high abrasion resistance of more modern finishes. Generally low in cost, this finish may water spot but is easy to use.
Side Matched: In tongue and groove strip and plank flooring, the individual pieces have a tongue milled on one side and a groove milled on the opposite side, so that when the individual strips or planks are placed side by side, the tongue of one piece fits into the groove of the next piece. See End Matched and Tongue and Groove.
Skin: The film of oxidized or polymerized finishing material that forms on the surface while in a container or tank.
Slats: Individual components or fillets held together by wire to form a parquet flooring square or tile.
Sleeper: Another name for screeds.
Sleeper-Constructed Subfloor: A wood subfloor installed over or on an existing concrete subfloor on or below grade without 18 inches of well-ventilated air space.
Slip Tongue: A spline or small strip of wood or plastic used to reverse or change direction in installing standard tongueandgroove strip flooring.
Slump Test: A conical mold is filled in three layers with the concrete. After each layer, the concrete is puddled with 25 strokes of a rod. Concrete is evened off at the top of the mold and the mold removed. The slump is the space between a rod laid across the top of the mold and the molded concrete. ASTM C 143.
Slump: A measure of the consistency of concrete in inches. The distance the concrete slumps from its original 12" molded form.
Softwoods: General term used to describe lumber produced from needle and/or cone-bearing trees (conifers).
Solid Board Group 1: A designation of a certain species based on density, strength and stiffness.
Solid Vinyl Tile: A resilient tile flooring composed of binder, fillers, and pigments compounded with suitable stabilizers and processing aids. The binder consists of polymers and/or copolymers of vinyl chloride, other modifying resins, and plasticizers which comprise at least 34% by weight of the finished tile. The polymers and copolymers of vinyl chloride comprise at least 60% of the weight of the binder. The tile meets requirements of ASTM F 1700, Standard Specification for Solid Vinyl Floor Tile.
Specialty Floors: Any type of construction is found in these materials, because they exist to provide functions to the floor. Some functions include: slip-retardancy, acoustical properties, sports activities and static-control for industrial situations.
Specifications: The detailed selections of the architect, covering all of the material and labor methods to be used in erecting a building. Usually prescribes types of material, sources, and often lists method of application or installation.
Split: Separations of wood fiber running parallel to the grain.
Spray Shield: Available as a liquid in one gallon bottles. A maintenance material specifically formulated for maintaining the luster of Armstrong Impregnated flooring without Permion® finish (HartWood series) installed for commercial applications. Applied by spraying and buffing with a heavy-duty commercial buffer.
Spray Tone: A reconditioning material for enriching the color and sealing Armstrong hardwood flooring without Permion® finish.
Spray-buffing: The application and buffing of a dilute floor polish or a specially formulated spray-buffing compound. This procedure is especially useful in high-traffic areas. The liquid is sprayed on the floor and then immediately buffed with a floor machine until dry. This helps reduce the need for stripping by protecting the base coat of polish. To prevent pad or brush contact with the flooring material, spray buff only on clean floors with sufficient (three to five coats) polish.
Spread Rate: The amount of coverage which can be expected from a given amount of adhesive when spread using the recommended trowel.
Springwood: The portion of a growth ring that is formed in the early stages of growth.
Square Edge: Flooring that isnt tongue and grooved. May also refer to square edge strip flooring that is facenailed when installed.
Squares: Parquet flooring units, usually composed of an equal number of slats.
Stabilizer: Chemicals developed to impart light and heat stability to plastics, so they don't start to turn color when exposed to normal lighting and heat ranges expected in end-use areas.
Stain and Reagent Resistance: Linoleum is generally resistant to dilute acids, oils, greases and most common organic solvents. However, it is susceptible to damage from prolonged exposure to alkalis (bases). Vinyls are generally resistant to alkalis, acids, alcohols, oils, greases and aliphatic hydrocarbons. They can be softened by ketones, esters and chlorinated and aromatic hydrocarbons. If any particular chemicals or substances are going to be present in the environment, adequate testing should be performed on the floor covering material in advance to ensure suitability for such applications. On floors where polish is recommended, tests should be made on polished samples. High quality commercial floor polish will provide a good barrier to most stains and reagents.
Staining: The act of changing the color of wood without disturbing the texture or markings, through the application of transparent or semitransparent liquids made from dyes, finely divided pigments or chemicals.
Stair Nosing: A molding designed for the purpose of trimming a stair landing or the border of an open room that adjoins a room that is a lower level. One side possesses a rounded nose. Available prefinished with urethane to blend with the floor or available unfinished.
Stair Risers: The vertical board under the tread in a set of stairs.
Stair Treads: The horizontal board which forms the "walking" portion of the set of stairs.
Static Dissipative Flooring: Static-control flooring used extensively in the electronics industry to prevent damage to sensitive components.
Static Load Indentation Resistance: Ability to resist or bounce back from high load, small indenture exposure, like hospital beds, table legs, chair legs, stiletto heels, etc. Static load indentation resistance is most dependent on the product construction, presence and type of backing, surface embossing and pattern (which may help to mask indentation).
Static Loads: Static loads are any loads remaining in a stationary position for long periods of time. Static load limit values have been established to aid in the selection and protection of resilient flooring for use under these conditions, and these values are listed on each product page. See also Impact Loads and Rolling Loads.
STC: Sound Transmission Class (STC) is the rating of airborne sound transmission. The STC of floor/ceiling (or wall) structure is a measure of the decibel difference between the airborne sound energy striking one side of the structure and the sound energy radiated into a receiving room on the other side. Typical floor/ceiling structure STC values range from 25 to 35 for lightweight single family residential construction to upwards of 50 to 60 for commercial construction.
Transmitted impact-noise specifications for floor/ceiling assemblies are generally written in terms of Impact Insulation Class (IIC), ASTM E 492, which measures impact sound transmission through floor/ceiling assemblies via a tapping machine. Armstrong believes that the relative merits of floor/ceiling systems are not always properly reflected by IIC ratings. Resilient flooring products will not subdue reverberant noises originating from such sources as typewriters, telephones and conversation. Resilient floors, as with other flooring materials, will have little effect on airborne sound transmission between contiguous rooms. Therefore, flooring materials do not significantly reduce the Sound Transmission Class (STC), which is a rating of airborne sound transmission loss of the floor/ceiling assembly or the partitions.
Streaks: See Mineral Streaks.
Strip Flooring: Solid or engineered boards that are less than 3" in width and are usually installed in parallel rows. The strips are sidematched and end-matched (tongue and grooved).
Stripping: The removal of old floor polish, using a strong, and usually very alkaline, detergent and scrubbing procedures. Stripping is done to small segments of the floor at a time, with each segment being thoroughly rinsed before moving to the next segment. Stripping (and necessary reapplication of polish) is a very aggressive floor maintenance procedure and should be done only when absolutely necessary.
Stud: One of a series of slender wood structural members used as supporting elements in walls and partitions.
STURD-I-FLOOR: Performance rated panels specially designed as combination subfloor/underlayment. Those commonly encountered are plywood or OSB.
Studs: The small vertical timbers (usually 2" x 4" or 2" x 6") used in partitions and exterior frame walls to which the weatherboarding and lath are nailed.
Subcontractor: A firm which provides a certain number of the required parts of a building project to the general contractor. Reports to, takes his instructions form, is paid for completed work by the general contractor. In flooring installation, the retailer or flooring contractor providing the materials and/or the installation of those materials for floors, walls, counter-top surfaces in a building project.
Subfloor/Underlayment Combination: A floor substrate which must meet structural requirements as well as have a smooth surface suitable for floor covering.
Subfloor: A floor laid as a base for underlayment, resilient floor covering or other finished flooring.
Substrate: A smooth surface used beneath floor covering - such as concrete, underlayment, or existing resilient flooring.
Summerwood: The portion of a growth ring that is formed in the latter stages of growth.
Surface Drying: When a coating dries on top, but remains relatively soft on the bottom, it's said to surface dry.
Surface Tension: The inherent molecular attraction in liquids that causes them to diminish their surface area and thereby exhibit properties resembling those of a stretched elastic membrane.
Surface: The outside or exterior boundary of any substance.
Suspended: A suspended floor is one with a minimum of 18" of well-ventilated air space below. Also referred to as above grade.
Swedish Finish: An acid curing conversion varnish that is very stain, water and spot resistant. Ambers little, but during curing may contain fumes that are harmful to plants and pets.
T
Tack Free: That condition when a film of finishing material has reached the point that the surface can be touched lightly without a sensation of stickiness.
Tack Rag: Used to remove dust after sanding or screening. May be used dry or with an appropriate liquid compatible with the finish to be used.
Telegraphing: When the irregularities, imperfections, or patterns of the substrate are visibly transmitted through the flooring.
Tensile Strength: The ability of a film to withstand pulling stresses.
Terrazzo: A type of mosaic flooring made by embedding small pieces of marble, granite, glass or onyx in freshly placed mortar. The surface is usually hardened, ground, and polished.
Thermal Conductivity: The rate of heat flow through a floor. Various resilient flooring materials have different characteristics which affect their conductance of heat flow to the top surface. With radiant heating methods (where instead of conventional radiators, pipes are laid into the subfloor of concrete, hot water or steam is passed through the pipes, and the room area is heated by warm temperatures rising through the floor and into the room), the thermal conductivity of floors does not present much of a problem (even with the thickest gauges of cork tile), but the resilient floor's resistance to indention may be lessened if the heating system delivers too high temperatures. With perimeter heating, where heat is supplied to a room through wall or ceiling pipe installations, wall and ceiling materials may be affected if the temperatures run too hot.
Thermoplastic: The property of softening when heated and hardening upon cooling.
Thickness of Film: The body on the work after the film of finishing material has thoroughly dried.
Threshold: A molding designed for the purpose of completing an installation around or next to sliding glass door tracks, fireplaces, carpeting, ceramic tile, and other objects so as to maintain a proper expansion space next to Armstrong hardwood floors and to obtain a good transition. Threshold is 2" wide x 78" long and prefinished in urethane to blend with the floor or available unfinished.
Tile Resilient Flooring: A flat, thin piece of resilient material (such as cork, linoleum, rubber, solid vinyl, or vinyl composition) that is used to cover floors and can be installed as individual units. Tiles are usually square with sides of 9 to 24 inches. Most common are 12 inch by 12 inch tiles. They can also be rectangular with sides of 3 to 36 inches.
Tint: A color produced by the addition of another color to white tint base or stain. The act of adding the color to the white material is known as tinting.
Titanium Dioxide (TiO2): A white pigment used in paints and enamels primarily to increase hiding power and give greater brightness. It has a specific gravity of 3.9 and a relatively high oil absorption, which usually ranges from 20 to 26. The particle size is usually very small.
T-molding: A molding designed for obtaining an expansion space up to 1/2" wide between two different Armstrong hardwood floors or hard surface floors of the same thickness or as an internal expansion space for long spans. It is 3/8" thick x 2" wide x 78" long and prefinished in urethane to blend with the floor or available unfinished.
Tongue and Groove: In strip, plank and parquet flooring, a tongue is milled on one edge and a groove cut on the opposite edge. As the flooring is installed, the tongue of each strip or unit is engaged with the groove of the adjacent strip or unit. See End Matched and Side Matched.
Traffic Staining/Yellowing: Yellowing caused by a chemical interaction of the anti-oxidants put in rubber shoe soles and plasticizers in vinyl. The more plasticizer, usually the higher the staining, except with the use of very expensive non-staining plasticizer.
Traffic Wear and Durability: The durability of flooring products as related to traffic wear takes into consideration many factors. Abrasion resistance; resistance to gouging, punctures, cuts and impacts; rolling and sliding (dynamic) loads; and standing (static) loads affect the life of the floor. To determine the relative durability of Armstrong commercial flooring products, the above factors are measured against the known performance of other Armstrong resilient floors used in commercial applications for many years.
Transition Strip: Normally a plastic, wood or metal strip which smoothly transitions a higher piece of flooring to a lower piece, such as carpet to vinyl.
Trim: The finish materials in a building at the floor of rooms (baseboard, base shoe, and quarter round for example).
Trowel Fill: Method to fill an entire floor or large area.
Trowel: A hand tool with notches used for spreading adhesives onto the substrate. Trowels are recommended with notches which are able to leave adhesive ridges of a size which will ensure complete contact with the flooring being installed.
Truss: a.) A framework, resting on a bearing at each end, used for supporting a roof or some other load. b.) Engineered or solid floor joist system.
TSP: Trisodium Phosphate commonly used to remove surface contaminates from flooring.
Tunneling: When incomplete bonding causes releasing from the substrate and long areas of the flooring form tunnel-like deformities, usually over underlayment joints. Tunnels are normally caused by movement of the underlayment joints from moisture growth and are sometimes combined with product growth.
U
Ultra High-Speed Buffer: Usually a single-disc buffer that operates in the 1100 to 2000 plus rpm range. It allows for quick buffing and burnishing, thus reducing labor costs. It should be operated only by properly trained maintenance personnel. It is to be used only on pre-cleaned floors with enough polish (three to five coats) to prevent the pad or brush from coming in contact with the actual flooring surface.
Ultraviolet: Light rays that are outside the visible spectrum at its violet end. These rays have a chemical effect upon the dried film of finishing materials. Ultraviolet light is commonly used in curing finishes at the factory for prefinished flooring. Ultraviolet light also causes woods to lighten or darken. See Color Change.
Undercoats: Coats that are applied prior to the finishing or final coats.
Undercutting: A procedure that removes the appropriate amount of trim around doors and passage ways whereby allowing the floating floor to pass freely underneath.
Underlayment: A material placed under resilient flooring to provide a suitable installation surface.
Unfinished: A product that must have stain and/or a finish applied after installation.
Urethane: A synthetic chemical structure formed by one of three specific chemical reactions. See Polyurethane.
UV Cured Polyurethane: A special type of polyurethane that is cured by subjecting it to a specific dosage of radiation in the form of ultraviolet light. See Polyurethane and Ultraviolet.
V
V Joint: See Beveled Edge.
Vapor Barrier: a.) A material, such as foil, plastic film or specially coated paper, with a high resistance to vapor movement, used to control condensation or prevent migration of moisture. b.) Any material used to stop the migration of vapor through walls, floors or ceilings.
Varnish: A finish that contains either natural or synthetic oils that are refined by boiling and cooking with the addition of dryers. Slow to cure, but can be accelerated by the addition of heat. When used as a sealer, it is often burnished with a buffer and pads, the friction of which accelerates the curing process. Ambers well, somewhat stain and spot resistant, but may be scratched easily when new due to slow curing time.
Vinyl Asbestos Tile: An obsolete form of resilient tile composed of vinyl plastic binders, chrysotile asbestos fibers, mineral fillers and pigments.
Vinyl Composition Tile: A resilient tile floor covering composed of binder, fillers and pigments compounded with suitable stabilizers and processing aides. The binder consists of polymers and/or copolymers of vinyl chloride, other modifying resins, and plasticizers. The tile meets requirements of ASTM F 1066, Standard Specification for Vinyl Composition Floor Tile.
Vinyl Resin: Polyvinyl chloride (PVC) which has been polymerized from vinyl chloride monomer into a powdery form for mixing with other ingredients to form rigid vinyl (as found in house siding, PVC pipe, credit cards, etc.) or plasticized vinyl (as found in shower curtains, pool liners, and of course, floors!).
Viscosity: A property of fluids, either liquid or gaseous, that can briefly be described as causing resistance to flow. Viscosity is the measure of the combined effects of cohesion and adhesion. It is one of the most important physical properties of an oil, varnish or lacquer. Viscosity is usually measured with the GardnerHoldt Bubble Viscometer.
W
Walk-Off Mat: A sheet of material placed at building entrances to remove gritty soil from the soles of shoes. Good mats should also trap soil so it does not get picked up by subsequent traffic. As a general rule, mats should be as wide as the doorway and ideally 8' to 12' long.
Warping: A general term describing any distortion in a piece of wood from a true plane.
Water/Cement Ratio: Ratio by weight between the water and the cement. Only a small amount of water is needed for hydration and the rest is used to make the concrete more workable. The water/cement ratio controls the characteristics of the paste and ultimately the concrete. Allowance must be made for water in the aggregate when adding water to the concrete batch.
Water-Base Urethane: A waterborne urethane that is fully cured and dries by water evaporation. See Polyurethane.
Water-Based, Water Borne Finishes: This large family of finishes has a common trait of having the solids suspended in water which is used as the solvent. A clear, color free finish available as a one part, cross-linked or as a two-part. Products using a cross-linker (catalyst) may have enhanced stain and abrasion resistance. Easy to apply with low odor and good stain resistance, but may raise grain during first and second coat. Fast drying and easy to recoat.
Wax: A temporary protective coating similar to polish but softer in composition. Must be buffed to achieve maximum gloss.
Wear Layer: The portion of a resilient floor covering that contains or protects the pattern and design exclusive of temporary finishes or maintenance coatings.
Wear: Deterioration caused from use. A diminishing from the accumulation of abrasion, gouging, scratching, and scuffing of the thickness of the flooring.
Wipe Clean: A cleaning agent that does not contain water, for cleaning Armstrong flooring surfaces and removing flooring adhesive from tools. Applied with a rag or sponge mop.
Wiping Stains: Those stains, usually pigmented, that are applied and then wiped with a cloth to remove excess.
Wire Brushed: A method for imparting an artificial texture or distressed appearance to the surface of hardwood flooring.
Wood Filler: See Filler.
Working Time: When installing sheet flooring, this is the amount of time allowable from the laying in of the flooring until all cutting and fitting must be completed. When installing tile, this is the amount of time from the point when the adhesive is dry to the touch until the tile will no longer bond. Temperature, humidity and porosity of the subfloor affect working time.
15. ELECTRONIC MOISTURE METERS
UNITED STATES DEPARTMENT OF AGRICULTURE • FOREST SERVICE • FOREST PRODUCTS LABORATORY • MADISON WIS
ELECTRIC MOISTURE METERS
FOR WOOD
July 1963
FPL-08
ELECTRIC MOISTURE METERS FOR WOOD 1
WILLIAM L. JAMES, Physicist Forest Products Laboratory, Forest Service
U.S. Department of Agriculture
Summary
Common methods of measuring the moisture content of wood are described briefly,
and a short historical account of the development of electric moisture meters is given.
Electrical properties of wood are discussed briefly, and the basic operation of the resistance type and the radio-frequency types of moisture meter is outlined. Data relating
the electrical resistance and moisture content of various species of wood are also presented. A list of ,manufacturers and suppliers of electrical moisture meters is included.
Introduction
Most of the important properties of wood depend considerably on its moisture content,
and the moisture content of wood can vary widely depending on its environment and
history. For this reason, effective use of wood and wood-base materials requires efficient
and reliable methods of measuring wood moisture. For relating wood properties to moisture content, the moisture content is defined as the weight of the water contained in the wood expressed as a percentage of the ovendry
1 This note replaces Forest Products Laboratory Report No. 1660, previously issued
under the same title. 2 Maintained at Madison, Wis., in cooperation with the University of Wisconsin.
FPL-08 weight of the wood.
Thus the moisture content of wood may range from zero for ovendry wood to over 100 percent when the water in the wood weighs more than the wood substance. The ovendrying method of measuring the moisture content of wood is generally accepted for basic laboratory work, or as a standard for calibrating other methods. This method involves simply weighing the specimen before and after ovendrying. Because the quantities used for defining moisture content are measured directly, this method is th most precise known. Two basic assumptions, however, are made: (1) That the water is completely removed by ovendrying, and (2) that no material other than water is removed by the ovendrying. If the weighings are carefully made and care is taken to prevent significant regain of moisture by the ovendry wood as it is weighed, the accuracy of the ovendry method is limited only by the two basic assumptions mentioned above. In most instances, the expected errors in ovendry moisture determinations are substantially less than 1 percent. If wood has been treated or impregnated with various materials, ovendrying moisture measurements may be inaccurate. If the impregnant is volatile at oven temperatures, it will be evaporated and the resulting weight loss can be misinterpreted as due to evaporated water. If the impregnant is nonvolatile, it remains in the wood and increases the apparent ovendry weight of the wood. A common volatile impregnant is the oil used to carry dissolved preservatives into the wood. When these oils are present in wood, the moisture content may be measured using the distillation method. Here the wood specimen is fragmented and a weighed quantity of the fragments is placed in a flask of boiling toluene. The flask is connected to a closed system that includes a water-cooled condenser. The toluene plus the volatile materials in the wood evaporate and are condensed into a container in another part of the system. The water separates from the oil in this container and is measured directly. The oil and oil-soluble preservatives that do not vaporize are extracted from the wood by solution in the hot toluene. If the original weight of oil in the wood is a significant fraction of the ovendry weight of the wood, it may be necessary to ovendry the specimen fragments to remove the toluene to obtain the true ovendry weight.
The distillation method is also more accurate than the ovendry method on some
species that naturally contain large amounts of volatile materials other than water.
These two basic methods of determining wood moisture have the disadvantages of
being time consuming, requiring considerable skill in manipulation, and destroying the
specimen. This prompted the search for other methods that were simpler and faster.
One method tried was to confine a strip of paper whose color indicated the relative
humidity of its surroundings in contact with the wood; thus, the color of the paper
FPL-08 -2- indicated roughly the moisture content of the wood. Another method involved pulverizing the specimen and mixing it with a chemical that generated a gas when reacting with water. When this reaction took place in a closed container, the chemical extracted the water from the wood and the moisture content of the wood was determined by measuring the gas pressure produced inside the container. Another method was to place the specimen in a small closed container in which a humidity-sensing element was mounted. The relative humidity inside the container, as measured by the sensing element, was related to the moisture content of the wood. A variation of this method involved boring a hole in the specimen and using a small pump to circulate air into the hole past a humidity-indicating chemical or sensor.
The potential value of electrical resistance as a moisture indicator became evident
when studies were made of the electrical properties of wood ( 13 , 14 ). It was found that
the electrical resistance of wood generally depended on its moisture content, so a measure of electrical resistance could be used to indicate moisture content.
3 A resistance-type moisture meter differs from an ordinary ohmmeter only in the unusually high values of resistance that must be measured when checking wood below about 10 percent moisture content. First attempts to develop a portable instrument capable of measuring these high resistances began in the late 1920's and led to the “blinker-type” meter ( 15 , 16 , 17 , 18 ). This device consisted of a neon lamp in parallel with a highquality capacitor that was charged through the wood specimen as a series resistor. When the capacitor voltage reached the firing voltage of the lamp, the lamp conducted briefly, thereby discharging the capacitor and starting the process over again. The time required to charge the capacitor increased as the series resistance increased, so the rate of flashing of the neon lamp indicated the electrical resistance of the wood.
Later, a high-resistance vacuum-tube bridge was developed that led to the modern
direct reading resistance-type moisture meters ( 3 ). These instruments are basically
Wheatstone bridge circuits using a wide range of standard resistors and a vacuum tube
voltmeter as the bridge balance detector. At about the same time as direct reading resistance-type meters appeared on the market, the radio-frequency-type meter was developed. This type of meter operated on the relationship between the dielectric properties and moisture content of wood. An instrument designed to measure the moisture content of material moving along a conveyor chain and to mark or eject automatically material of improper moisture content became available about 1950.
3 Underlined numbers in parentheses refer to Bibliography at the end of this report.
FPL-08 -3-
Thus, three types of electric moisture meter, each based on a different fundamental relationship, have been developed: (1) The resistance type, which uses the relationship between moisture content and direct current resistance: (2) the radio-frequency power-Boss type, which uses the relationship between moisture content and the dielectric loss factor of the wood; and (3) the capacitance type, which uses the relationship between moisture content and the dielectric constant of the wood. At present there are several manufacturers of resistance-type meters, and one manufacturer of power-loss type meters in the United States. No capacitance-type meter is now being marketed in this country. In the discussion that follows, the electrical properties that provide the basis for electric moisture meters, and the operating procedures for each type of meter will be described in more detail.
Electrical Properties of Wood
The electrical properties of wood important for electric moisture meters are (1) the
direct current resistance, (2) the dielectric power factor, and (3) the dielectric constant.
Electrical Resistance
The electrical resistance is the property of apiece of material that impedes the flow
of electric current through the material. This requires that an electromotive force or
electric potential difference exists across the material to cause a current to flow. In
most cases, the magnitudes of resistance, electromotive force, and current are related
by a simple proportion known as Ohm’s law.
Effect of moisture content.--
The direct-current resistance of wood varies greatly
with moisture content below the fiber-saturation point. As the moisture content changes
from the fiber-saturation point (about 30 percent moisture, based on the dry weight of
the wood) to the ovendry condition, the resistance increases by a factor of over 10 million. In this range of moisture content, a rough linear inverse relationship exists between the logarithm of the resistance andthelogarithm of the moisture content. As the
moisture content increases above the fiber-saturation point, the electrical resistance
changes erratically but by only a small amount. Increasing the moisture content from
fiber saturation to complete filling of the capillary structure of the wood with free
water typically decreases the resistance by a factor of 50 or less. This is true even
FPL-08 -4-
though at complete saturation most species contain well over 100 percent moisture content based on the ovendry weight of the wood. Typical values of resistance at room temperature, using a moisture meter electrode on Douglas-fir, are 22,400 megohms at 7 percent moisture content and 0.46 megohm at 25 percent moisture content. Corresponding data for other species and levels of moisture content are given in table 1.
Effect of temperature.--
The electrical resistance of wood decreases as the temperature
of the wood increases, although this effect is very small and possibly reversed
when the wood is below about 8 percent moisture content. This is opposite to the temperature effect on resistance in metals, and suggests that in wood the mechanism of
conduction is by charge carriers whose number or mobility is increased by thermal
activity. The conduction of current by wood is thus likely to be at least in part ionic.
For moisture levels above about 10 percent, theresistance of wood is roughly reduced
by a factor of 2 for each increase in temperature of 10° C.
Effect of moisture gradients.--
Frequently wood that is being checked for moisture
content has only recently completed the drying or seasoning process and almost certainly does not have the same moisture content throughout the material. Specifically, the center of the piece will be at a higher moisture content than the surface. If the drying
has occurred under reasonably constant and not too severe conditions and no part of the
piece is still above fiber saturation, the moisture content at a depth of one-fourth to
one-fifth of the thickness below the surface of a board will be nearly equal to the average for the entire cross section. Correspondingly, at a depth of about one-sixth of the
diameter of a circular cross section, the moisture content will be about equal to the
average for the cross section. Because of the strong effect of moisture on resistance, these moisture gradients are accompanied by proportionately higher resistance gradients. This important fact makes it possible to measure moisture gradients easily, using resistance-type moisture meters equipped with electrodes that can probe the specimen at any depth.
Effect of grain angle.--
The resistance of woodparallelto the grain is about half that
perpendicular to the grain. Ratios of resistance perpendicular to the grain, in relation
to the longitudinal value, are about 1.8 for radial and 2.0 for tangential.
Effect of chemical treatment.--The resistance of wood that has been impregnated
with inorganic salts for decay or fire resistance or other purposes will generally be
lower than that of untreated wood ( 28 ). The effect of salt impregnants is negligible in
wood at 8 percent or lower moisture content, but rapidly becomes more important at
moisture contents above 10 percent. Wood that has been in prolonged contact with sea
water may also show lower than normal resistance because of the salt deposited in the
wood.
FPL-08 -5- Effect of species.--
The resistance of wood varies somewhat between species, even when all other important factors are equal. This species difference is not great but is measurable. The source of this difference is not completely understood, but it lies, in part at least, in differences in electrolyte concentration and differences in structure that affect the available surface area within the wood.
Dielectric Properties
The most important dielectric properties of wood are the dielectric constant and the
dielectric power factor.
Dielectric constant.--
The dielectric constant of a material is defined as the ratio of
the capacitance of a capacitor using the material as the dielectric to the capacitance of
the same capacitor with a vacuum (or practically, air) as the dielectric. In principle,
the dielectric constant is a measure of how much electric potential energy (dipole
moment per unit volume) is stored in the material when it is placed in a given electric
field.
Dielectric power factor.--
When a dielectric material is placed in a constant electric field, it absorbs a certain amount of energy from the field and stores it as potential electric energy. With a perfect dielectric, this energy is completely recoverable when the field is removed. With practical dielectrics, however, some energy is lost in the store-recover cycle; this energy appears as heat within the dielectric material. If the fraction of the stored energy that is lost in one store-recover cycle is not unusually large, this fraction is equaltothepower factor. The power factor can vary from 0 to 1. The energy lost per store-recover cycle is equal to the product of the power factor and the energy stored, and the energy stored is proportional to the dielectric constant. Therefore, the energy loss per cycle is proportional to the product of the power factor and the dielectric constant. This latter product is the dielectric loss factor. If the dielectric is in an electric field that is oscillating at a constant frequency, the dielectric will absorb and dissipate from the fieldpower proportional to the product of the frequency and the loss factor. The power absorbed does not necessarily increase linearly or even monotonically with increasing frequency, however, because the loss factor may vary considerably with frequency.
Effect of moisture content.--
Both the dielectric constant and power factor increase with increasing moisture content, at least near room temperature. As the moisture content increases from 0 to about 30 percent, the dielectric constant increases along a curve that is concave upward. Above 30 percent moisture, the dielectric constant increases roughly linearly with increasing moisture ( 13 ).
FPL-08 -6- In the moisture range of 0 to 30, the power factor is a rather complex function of moisture. From 0 to about 8 percent moisture, the power factor-moisture curve is concave downward; from about 8 to about 12 percent moisture, the power factor is nearly constant; and above 12 percent moisture, the power factor-moisture curve is
concave upward ( 10 ) . The curvatures of the relationships between dielectric constant
and moisture, and between power factor and moisture, are complementary in such a
way that the relationship between loss factor and moisture content is nearly linear in
the range of moisture content from 0 to about 12 to 14 percent. Above 12 to 14 percent,
the loss factor increases rapidly with increasing moisture content ( 8 , 10 ).
Effect of density.--The dielectric constant of wood increases nearly linearly with increasing density, although a slight concave upward trend is apparent as the moisture
content of the wood increases. The power factor of ovendry wood increases rapidly with increasing density up to a density of about 25 pounds per cubic foot; above this density the power factor increases only slightly. At higher moisture levels, the power factor-density relationship becomes slightly concave upward. The loss factor, being the product of two quantities that increase with density, also increases with density. Limited data indicate that the relationship is roughly linear.
Effect of species and temperatures.--The dielectric properties of wood are practically
independent of species with all other factors, such as density, being equal. The variation of the dielectric properties of wood with temperature has not been studied, but it is certain that temperature would affect the dielectric properties because wood contains polar molecules.
Resistance Type of Moisture Meter
Resistance- type moisture meters are port able , battery- operated, wide-range ohmmeters. Most models have a direct reading meter, calibrated in percent for one species, and correction tables are provided for other species.
Electrode Design
To measure the electrical resistance of a wood specimen, the specimen must be
arranged as an element in an electric circuit. This requires electrical contact with the
wood at two points, using a method of contact that produces consistent and meaningful
results.
FPL-08 -7- Surface contact electrodes are not generally usable with resistance-type meters because of the resistance gradients associated with wood drying under normal conditions. With surface contacts, the generally drier, and hence vastly more resistive surface, dominates the measured resistance, and the only readings possible are of the dry
surface. In general, surface electrodes on opposite sides of a flat specimen indicate the
moisture content of the driest layer of wood between the electrodes. Since surface contact electrodes are not satisfactory, the electrode must penetrate into the wood. The simplest electrodes of this type have poles consisting of nail-like pins that are driven into the wood. This design is entirely satisfactory and is widely used because of its simplicity. Electrodes that are screwed into the wood also are in limited use.
When pin-type electrodes are driven into wood, the observed resistance is almost exclusively in the thin shell of wood that is in immediate contact with the pin. Neither the resistivity of the wood between the poles of the electrode nor the distance between the poles has any significant effect on the reading of a resistance-type moisture meter.
Pin-type electrodes are driven into the specimen from one side, so the measured
resistance is in a plane parallel to the surface of the specimen and not across its thickness. Thus, the flow of electric current is parallel to the planes of nearly equal moisture content. Because of the steep resistance gradients in wood drying under normal
conditions, practically all the current flows through the wettest layer of wood that is in
contact with both poles of the electrode. If the wettest wood in contact with one pole of
the electrode is at a different moisture content than the wettest wood in contact with the
other pole, the drier of the two will limit the current and thus be responsible for the
reading. Thus, it is important to emphasize that the reading of a resistance-type moisture
meter will be related to the wettest wood that contacts both poles of the electrode.
Resistance data for calibrating resistance-type moisture meters have been obtained
with the current flowing parallel to the grain. Therefore, when using meters of this type,
the electrode should be oriented so that the current flows parallel to the grain. If the
readings drift, take the reading immediately after the electrode is driven into the specimen.
Standard four-Din electrode.--The most common moisture meter electrode uses four
steel phonograph needles that extend about five-sixteenths inch beyond their mounting
chucks. Each pole of the electrode uses two of the phonograph needles or pins. The poles are about 1 to 1-1/2 inches apart and the two pins comprising each pole are about onehalf inch apart. The structure of the electrode is a plastic material combining good
mechanical strength and high electrical insulating value. A handle is attached for driving
and extracting the electrode. The pinlength of five-sixteenths inch is about one-fifth
of the thickness of nominal 2-inch dimension lumber (actual thickness 1-5/8 inches), so
FPL-08 -8- it is suited for indicating the average moisture content for this thickness. The average moisture content of thinner material may be read by driving the pins to less than their full depth. This electrode, along with an insulated two-pin electrode and two typical resistance type meters, is illustrated in figure 1.
Long two-pin electrodes.--Measuring the average moisture content of material
thicker than 2 inches requires a pin longer than five-sixteenths inch. Most meter manufacturers fill this need with an electrode with two pins, each comprising one pole of the electrode and about 1 inch long. To achieve the necessary strength, these longer pins are larger in diameter than the 5/16-inch-long pins. Two instead of four pins are used to permit the larger pins to be driven and extracted more easily.
Despite the larger diameter and consequent larger contact area of the pins used in
two-pin electrodes, readings using this electrode are consistently lower, by about 1/2
to 1 percent, than readings using the four-pin electrode ( 8 ). Apparently, doubling the
contact area of a single pin is substantially less effective in reducing the net resistance
than is duplicating the contact area with a second pin. Thus, when using any two-pin
electrode, a correction of 1 percent moisture content should be added when the indicated
moisture content exceeds 15 percent. At least one manufacturer of resistance-type moisture meters offers a two-pin electrode with pins about 3 inches long for use on poles, bridge timbers, and other large material .
Insulated-pin electrodes.--Some manufacturers offer electrodes with 1- or 3-inch
pins that are covered by a tough insulating resin except at the tip. These electrodes are
useful when testing lumber that has a high superficial moisture content, such as is
caused by rain or dew. Such superficial films of high moisture are rarely detrimental to
the usefulness of the lumber. With uninsulated pin electrodes, however, a resistancetype
moisture meter would indicate these high surface moisture contents and could result
in the lumber being rejected. Using insulated pins driven to the proper depth, the true
average moisture content may be measured. Even insulated pins cannot be used successfully on lumber with free water on the surface because the water will follow the pins as they penetrate the wood, giving a very high, misleading moisture reading.
Veneer electrodes.--For using a resistance-type meter on veneer, an electrode is
supplied that consists of a large number of needles about one-eighth inch long, which
are arranged into two groups; each group is one pole of the electrode.
FPL-08 -9- Substitute electrodes.--When either the average or the core moisture content of a specimen with large cross section must be measured and the pins of the available electrodes are too short, two nails may be used for electrode pins, The nails should be driven to the proper depth, and about the same distance apart as the pins on the standard electrode. The reading then can be obtained by touching the standard electrode pins to the nailheads. It should be emphasized, however, that the reading is not influenced by the distance between the nails. When using two nails, as when using any two-pin electrode, a correction of 1 percent should be added when the indicated moisture content is over 15 percent.
Useful Range of Resistance-Type Meters
The useful range of resistance-type moisture meters is from about 7 to about 30 percent
moisture content, and only approximate qualitative readings may be obtained on
wood with over 30 percent moisture content. The two principal types of radio-frequency moisture meter are the capacitance type and the power-loss type. No portable model of the capacitance type is currently being manufactured in the United States. the power-loss type is occasionally referred to in the trade as the “capacity-type” meter.
Capacitance type.--Moisture meters that use the relationship between moisture content
and dielectric constant are called capacitance type. The wood specimen is penetrated
by the electric field associated with the capacitor of the frequency-determining
circuit of a radio-frequency oscillator when the electrode of the meter contacts the
wood. The frequency of the oscillator is changed according to the effect of the specimen
on the capacitance of this capacitor, or in other words, according to the dielectric constant of the specimen. A frequency discriminator generates a signal, read on a meter,
proportional to the changes in frequency. Using the relation between dielectric constant
and moisture, the meter can be calibrated to read moisture content. Due to technical
problems and high cost, this type of meter is not at present being manufactured commercially.
Radio-frequency power-loss type.--Moisture meters that use the relation between
moisture content and loss factor are called power-loss type meters. With these meters,
the wood specimen is penetrated by the electric field radiating from an electrode that is
coupled to a low power radio-frequency oscillator inside the meter. The amplitude of
FPL-08 -10- Radio-Frequency Type of Moisture Meter
oscillation is indicated by a microammeter that measures the grid current of the
oscillator tube. When the wood absorbs power from the radio-frequency field, the load, which depends upon the loss factor of the specimen, is reflected to the oscillator, and reduces the amplitude of oscillation. This results in reduced grid current, and is indicated by the grid current meter. Because of the correlation between moisture and loss factor, the grid current meter may be calibrated in percent moisture content. Because of the effect of density on loss factor, however, it is apparent that a different calibration scale is required for each density increment. In practice, this requirement is fulfilled approximately by a species correction; that is, the calibration is empirically related to the average density of a given species.
A power-loss type moisture meter is illustrated in figure 2.
Automatic moisture meter.--A radio-frequency meter is currently available that continuously monitors the moisture content of material moving along a conveyor and automatically marks or ejects material with improper moisture content. This meter is reported by the manufacturer to operate on a combination of the capacitance and resistance principles ( 7 ). A typical installation of this meter is shown in figure 3.
Electrodes
Electrodes for radio-frequency type meters are of the surface contact type. They vary
in design according to particular applications, but are not interchangeable for use with
one instrument, as are electrodes for resistance meters. The electrode of a radiofrequency meter is an integral part of the instrument.
For rough lumber.--This electrode consists of a number of short, spring-loaded
rods with the exposed ends rounded, mounted in a circular plastic plate about 3 inches
in diameter. As the electrode is pressed intocontact with the surface of the specimen,
the spring-loaded rods are pushed into their mounting sockets in the plastic plate.
Due to the restraining action of the springs, each rod maintains firm contact with the
specimen surface. Thus, the rods adjust to irregularities in the surface making the
calibration of the meter nearly independent of the shape of the surface. A modification of this electrode consists of a single spring-loaded metal disk, slightly over 1 inch in diameter, surrounded by a circle of smaller but similarly springloaded metal disks. This arrangement is mounted on a plastic plate about 3-1/2 inches in diameter.
FPL-08 -11- The electric field from these electrodes penetrates about three-fourths inch into the specimen, so that specimen thicknesses up to about 1-1/2 inches may be used. With any surface contact electrode for radio-frequency meters, however, the surface layers of the specimen have a predominant effect on the meter readings, simply because the electric field is stronger near the electrode. For smooth surfaces.--An electrode that gives slightly higher precision, but is usable only on smooth, plane surfaces is the quadrant type. This consists of the four quadrants of a 3-inch disk, separated slightly and independently free to move slightly, mounted on a plastic plate. The field of penetration of this electrode is about 3/4 to 1 inch.
For veneer.--This electrode consists of several concentric rings, all in one plane,
mounted on a plastic plate about 3 inches in diameter. The field penetration of this
electrode is about one-eighth inch. When measuring the moisture content of material
thinner than one-eighth inch with this electrode, it may be important to consider the
material on the other side of the specimen. If this backup material is metal or a high
loss dielectric, the reading of the moisture meter probably will be grossly in error.
It is best to use a low loss backup material, such as glass or polystyrene.
For thick specimens.--This electrode consists of a ring of spring-loaded metallic
disks surrounding a somewhat larger single disk in the center. It is similar to the
electrode described earlier for rough lumber. The thick specimen electrode differs
only in that it is scaled up in size, so the field penetrates about 2 inches.
Useful Range of Radio- Frequency Meters
The useful range of available power-loss meters is from 0 to about 25 percent moisture
content. Factors That Affect the Accuracy of Moisture Meters In no situation is 'the accuracy of an electric moisture meter, in good working condition, limited by the ability of the instrument to measure the fundamental quantity on which the calibration is based. In short, resistance-type meters are capable of measuring resistance with very small error. The readings of radio-frequency meters are closely and reproducibly related to the loss factor or dielectric constant of the specimen. The accuracy of these instruments as moisture meters is limited only by the correlation between moisture content and the particular electrical property being measured.
FPL-08 -12-
Generally, the electrical properties of wood are fairly precise functions of moisture
content only within the moisture range from zero to fiber saturation. The precision
decreases as the moisture content approaches fiber saturation. This fact limits the
useful range of electric moisture meters to moisture levels below fiber saturation,
although approximate qualitative readings may be obtained above fiber saturation with
a resistance meter. The low moisture limit of the range of electric moisture meters is zero for radiofrequency types although the sensitivity, and thus theprecision, of these meters is low when the wood is very dry. The low limit for resistance-type meters is about 6 or 7 percent, because at moisture levels lower than this the resistance values are too high to measure with a simple portable instrument. The accuracy of individual readings of electric moisture meters cannot be specified precisely because numerous unknown factors introduce variability into the readings. When properly used to determine the average moisture content of a large lot of lumber that has a reasonably uniform distribution of moisture, the meter determination should be within 1 percent moisture content of the true average ( 11 ). Limited data indicate that, when using a resistance-type mater on wood at less than 25 percent moisture content, the probable error is approximately 0.5 percent moisture content. Consequently, half of any reasonably large number of readings on a sample of similar specimens will be within 0.5 percent moisture of the true value, and less than 5 percent of the readings will be more than 2 percent from the true reading. The variability does appear to depend on species, however, and as a result individual errors may be two or three times these values.
At higher moisture levels, the variability increases. At 30 percent moisture, roughly
one-tenth of the readings on a fairly uniform sample will be in error by more than
5 percent moisture, and at 40 percent moisture content roughly one-tenth of the readings
will be in error by 8 percent or more. Corresponding data for power-loss-type meters indicate that for moisture levels between 7 and 12 percent, the probable error is usually between 0.5 and 1 percent. Thus, less than half of agiven set of readings on a reasonably uniform sample will be in error by 1 percent or more, and fewer than 5 percent of the readings will be in error by 3 percent or more. At between 12 and 25 percent moisture, the probable error increases with increasing moisture until at 25 percent moisture the probable error is roughly 1 to 2 percent. On this basis, less than half of a given set of readings will be in error by more than 2 percent, and fewer than 5 percent of the readings will be in error by 6 percent or more.
FPL-08 -13-
It should be emphasized that these estimates are based on limited data, and serve
only to illustrate the general order of the expected errors. With reasonably large
samples, these errors would be approximately normally distributed, so that the
sample mean would still be expected to approximate the mean of the lot sampled to
within ±1 percent, provided proper calibration and corrections were used. The principal factors other than moisture that affect the readings of electric moisture meters are: (1) Species, (2) specimen density, (3) moisture distribution, (4) specimen thickness, (5) temperature, (6) electrode contact, (7) grain direction, (8) chemicals in the wood, (9) weather conditions, (10) adequacy of sample, and (11) care or skill of operator.
Species
At a given moisture content, both the resistance and dielectric properties of wood
depend on species. The primary basis for this dependence is probably because species
differ in structure and electrolyte concentration in the case of resistance, and differ in
density in the case of dielectric properties. Because of the effect of species, species
corrections should be made when the data are available. If species correction data are not available, resistance meters may be used for approximate readings, because the species corrections are usually less than 2 percent, especially when below 15 percent actual moisture content. Power-loss meters may also be used by applying the corrections for a species of density similar to that of the specimens to be tested, but the results are reliable only as rough approximations.
Specimen Density
The readings of resistance meters are practically independent of specimen density.
The readings of radio-frequency meters, however, are affected by the density of the
specimen material. A substantial part, at least, of the species corrections for radiofrequency meters is actually a density correction. The species correction must, of
course, be related to the average density of the species, and any single moisture
determination will then be in error by anamount related to the deviation of the density
of the specimen from the average for its species (or more precisely, the average
of the sample used for calibration of the meter). The American firm manufacturing
power-loss meters provides two species corrections for some widely used species,
one for high-density specimens and one for low-density. Even if specimen density
could be determined easily and reasonably accurately, however, available information
is inadequate to permit a general density correction to be made.
FPL-08 - 14- Moisture Distribution
High surface moisture, such as from rain or dew, forms a surface layer of low
resistance and high dielectric constant and loss factor. This superficial moisture would
in general cause electric moisture meters of any type to read much too high. The average moisture content of a specimen with high superficial moisture may be
read using a resistance-type meter equipped with an insulated pin electrode. If free
water is standing on the surface, however, false readings are likely even with insulated
pins. Uneven moisture distribution along the length or width of a specimen may also result in meter readings that are grossly different from the true average @. For this
reason it is advisable, when individual readings are important, to make more than one
determination on a given specimen. Because of accelerated end-grain drying near the ends of specimens, moisture meter readings should not be made nearer than 15 to 20 inches from the end, or one-half the length of the specimen, whichever is smaller.
Moisture gradients in wood that is drying may differ greatly from the expected form,
causing readings of resistance meters at one-fourth to one-fifth of the thickness to
differ greatly from the average moisture content of the cross section. This situation
may be observed by reading the meter as the electrode pins are driven progressively
into the specimen. Deviation from a smooth increase in reading with deeper penetration,
or a reading over 30 percentnearthe center, suggests that the one-fourth to onefifth
thickness rule cannot be used. Irregular drying gradients have only minor effects on the readings of radiofrequency meters, as the reading is the integrated effect of all the specimen material penetrated by the field. The material nearest the electrode does have a predominant effect however, and in extrem cases (such as wet surfaces mentioned earlier) the reading could differ greatly from the average moisture content.
Specimen Thickness
The problem of specimen thickness is relatedto the problem of moisture distribution
or gradient. If the specimen had a uniform moisture content, its thickness would not be
a factor in the accuracy of the meter reading. With normal moisture gradients during
drying, however, it is necessary to relate thethickness of the specimen to the depth at
which the meter reads in order for the meter reading to be a valid estimate of the
average moisture content.
FPL-08 -15-
Thus, it is necessary for the pins of resistance meter electrodes to be long enough to reach one-fifth to one-fourth of the thickness, and the field from radio-frequency meter electrodes should penetrate roughly to the middle of the specimen. With both types of instrument, the electrode should be selected to match the specimen thickness.
Temperature of the Specimen
As the temperature of wood increases, its electrical resistance decreases and vice
versa ( 2 , 9 ). The rate of change of resistance with temperature increases as the
moisture content increases, and is quite small at moisture levels below 6 to 8 percent.
The effect of temperature is generally enough that temperature corrections should be
made when using a resistance-type meter on specimens that are warmer than 90° F.
or cooler than 70" F. The amount of correction depends both on the temperature and
moisture content, so it is best to determine the correction from a chart such as
figure 4. If a chart is not available, a rough correction is to subtract 1 percent moisture
content from the reading for every 20° F. the specimen temperature is above the calibration temperature (usually 80° F.) and add 1 percent for every 20" F. the specimen
temperature is below the calibration temperature. Data on the effect of temperature on the dielectric loss factor and dielectric constant of wood are not available, so temperature corrections cannot be specified for radiofrequency meters. It is important for accurate readings that the electrode pins be driven to their proper depth into sound wood when using a resistance meter, and that the surface electrodes of radio-frequency meters be pressed firmly against the specimen. When a radiofrequency meter is used, the specimen should cover the electrode with an amount to spare on all sides at least equal to the specimen thickness.
Grain Direction
Grain direction has no effect on the readings of radio-frequency meters, because the
electrodes are symmetrical. With resistance meters, however, the electrode should be
oriented so the current flows parallel to the grain whenever possible. At moisture
levels below about 15 percent, the effect of grain direction is negligible. At moisture
levels above 20 percent, readings across the grain may occasionally be as much as
2 percent moisture content lower than readings parallel to the grain.
FPL-08 -16- Electrode Contact, Chemical Treatments, Glues, and Finishes
Wood that has been treated with salts for preservative or fire retarding purposes
will generally have lower resistance and higher dielectric constant and loss factor
than untreated wood at the same moisture content. Consequently, electric moisture
meter readings on wood so treated will generally be too high. The error increases with
increasing moisture content, and is usually negligible when the wood is below about
8 percent moisture content. At moisture levels above 10 to 15 percent, the error becomes
larger rapidly and erratically, making correction impossible. Oil-borne organic
preservatives, such as creosote and pentachlorophenol, do not significantly affect the
readings of electric moisture meters ( 28 ). Some types of glue used in plywood are electrical conductors, and may therefore affect the readings of electric moisture meters ( 1 ). The effect of plywood glue lines on the reading of a resistance meter may be determined by observing the meter reading as the electrode pins are driven into and then through the first ply. If the meter shows an abrupt increase in reading as the pins contact the glue line, moisture readings on that plywood will be unreliable. If no such effect is noted, the glue will not affect the readings. Finishes rarely affect the readings of electric moisture meters. If it is suspected that a resin or metallic finish may be electrically conductive, the reading may be obtained using a resistance meter with insulated pins. The conductivity of the finish may be checked by just pricking the finishfilmwith resistance electrode pins; a high moisture reading would then indicate a conductive finish, and no reading would indicate a nonconductive finish.
Weather Conditions
If electric moisture meters are used in foggy or rainy weather, or are moved from
cool surroundings into warmer, more humid surroundings, films of moisture may form
on parts of the meter. These films may then provide leakage paths that seriously affect
the operation of the meter. Usually these conditions may be recognized by difficulty in adjusting or balancing the meter, erratic or unstable zero settings, or no response from the meter when taking readings on material at low moisture levels.
FPL-08 -17-Adequacy of Sample
The number of specimens in the sample is an important factor affecting the accuracy
of electric moisture meters, but at the same time it is difficult to specify. The question
of adequate samples arises because of the typical variability in moisture determinations
made with electric moisture meters. This variability is in addition to the variability in
actual moisture content within a given lot of lumber, and is due to variability in the
relationship between electrical properties and moisture content in wood.
If the sample is a single board, it should be checked at three locations in order to
minimize errors from uneven length and width distribution of moisture. If a lot is to
be checked, a certain fraction of the lot should be used as a sample, the fraction depending on the size of the lot. Experience and logical considerations suggest that a
minimum sample should be 10 percent of a large lot if a resistance meter is used and
20 percent of a lot if a radio-frequency meter is used. The sample should be drawn at
random, so that every board in the lot has an equal chance of being in the sample. With
lots of fewer than 100 boards, thefractionin the sample should be increased so that no
sample is fewer than 10 specimens (or the entire lot, whichever is smaller) if a resistance
meter is used, or 20 specimens if a radio-frequency meter is used.
Skill of Operator
Electric moisture meters are relatively easy to operate, and nearly anyone can learn
to use them properly. The accuracy and reliability of the readings, however, does depend
on the care exercised by the operator. Important points here are careful adjustment
of the meter controls, proper application of necessary correction factors, insuring
proper application of the electrode, attention to thecondition of the instrument, and, of
course, the obvious importance of reading the meter correctly.
Maintenance
The principal item of maintenance is replacement of defective or exhausted components
of the instrument. Recalibration is rarely needed, especially with resistance
meters, but the calibrations should be checked periodically using standards that are
supplied by the meter manufacturers.
FPL-08 -18- Most electric moisture meters are powered by self-contained dry batteries. These batteries commonly will power the meter adequately for 6 months to a year of average use, but they should be replaced when adjustment controls must be set near the limits of their travel in order to adjust the meter correctly. Vacuum tubes in moisture meters are operated far below their rated power, and will normally give years of service. Occasional replacements will be required, however. Electronic components other than tubes and batteries may occasionally fail. These should be replaced only by a competent technician. The pins of resistance meter electrodes necessarily receive hard usage, and it is not uncommon for them to be bent or broken in use. It is always advisable to have spare pins and the installation tools in the meter case. The electrode of any type of moisture meter should be kept clean to assure accuracy of the readings. The instrument should in general be handled carefully, as excessive rough handling can damage such fragile components as the meter movement or vacuum tubes.
4
Makers and Dealers of Electric Moisture Meters
Makers and dealers Trade name
Radio-frequency
power-loss
Model HFR-4E5 Boonton Polytechnic Co., Inc.
Boonton, N. J,
Coe Manufacturing Co. Laucks Sentry 6 Resistance-capacitance
Painesville, Ohio combination
4
This list has been prepared for the information of correspondents. The inclusion of
names in the list implies no endorsement of the product by the Forest Products
Laboratory.
5
6
A nonportable laboratory instrument.
An automatic machine for checking moisture content of moving lumber, veneer, or
paper.
FPL-08 -19-
Replacements and Repairs
Type
Makers and dealers
A.M. Conway and Son
1623 Sixth Avenue, SE.
Portland 14, Oreg.
Delmhorst Instrument Co.
607 Cedar Street
Boonton, N. J.
Garden City Instruments, Inc.
931 Sherman Avenue
Evanston, Ill.
Trade name
Resistance- capacitance
6
Laucks Sentry
combination
Delmhorst Moisture Resistance
Detector
Weston (Tag-Heppen- Resistance
stall) Moisture
Meter
Hart - Moisture-Meters , Inc .
336 West Islip Boulevard
Babylon, N. Y.
Hart Moisture Meter Resistance
Industrial Instruments, Inc. Megohm Bridge
156 Culver Avenue
Jersey City, N. J.
Resistance
Kel Engineering-Equipment Co. Kett Wood Moisture Resistance
11 Cambridge Lane Meter
New Brunswick, N. J.
6
Laucks Laboratories, Inc. Laucks Sentry
Overlake Park
Bellevue, Wash.
Resistance-capacitance
combination
C. M. Lovsted and Co. Tag-Heppenst all Resistance
4000 Iowa and Marginal Way 7
Seattle, Wash Moisture Register Radio-frequency
power-loss
and
7 Radio-frequency,
Moisture Register Moisture Register
1510 West Chestnut Street
Alhambra, Calif. resistance
power-loss, and
7
Both a resistance-type and a radio-frequency-type meter are made with the trade
name of Moisture Register."
FPL-08 -20-
Type
Makers and dealers
Moore Dry Kiln Co.
P.O. Box 4248
Jacksonville 1, Fla.
North Portland, Oreg.
also
National Engineering Co.
P.O. Box 1475
Indianapolis 6, Ind.
Physics Research Labora-
507 Hempstead Turnpike
West Hempstead, N. Y.
tories, Inc.
Standard Dry Kiln Co.
Indianapolis 6, Ind.
Thwing-Albert Instrument Co.
Penn Street and Pulaski Ave.
Philadelphia 44, Pa.
W. von Arnauld Co.
95 Grove Street
Oakland, N. J.
Weston Electrical Instrument
614 Frelinghuysen Avenue
Newark, N. J.
corp.
George E. Zweifel
1123 Gilson Street, NW.
Portland, Oreg.
Trade name
8
Moore Kiln-Eye
Moore Moisture
Meter
Delmhorst Moisture
Detector
Tag- Heppenstall
7
Moisture Meter
Moisture Register
Gann
Hydromat
7
Moisture Register
Thwing- Albert
Electronic
Moisture Meter
9
Hydromette H
Gann
Weston Moisture
Meter
Type
Resistance
Resistance
Radio-frequency,
power-loss, and
resistance
Resistance
Radio-frequency,
power-loss, and
resistance
Resistance
Resistance
Resistance
7
Moisture Register- Radio-frequency,
power-loss, and
resistance
8 A remote reading resistance-type meter for checking moisture content of kiln samples.
9
A vest-pocket-size instrument made in Germany.
FPL-08 -21-
BIBLIOGRAPHY
(5)
Bell, Earl., and Krueger, Norman T.
1949. Effect of plywood glue lines on the accuracy of moisture-meter indications.
Proc. Forest Prod. Res. Soc. 3:85-93, illus.
Davidson, R. W.
1958. Effect of temperature on. the resistance of wood. Forest Prod. Jour.
8( 5) : 160.
Davies, I. I.
1937. A wide-range vacuum-tube resistance bridge. Instruments 10: 261-264,
illus.
.
1937. A wide range vacuum-tube resistance bridge. U.S. Patent 2,088,843,
assigned to U.S. Government.
Dunlap, M. E.
1945, Methods used for the measurement of the moisture content of wood.
Proc. American Society for Testing Materials, Committee Reports
45:269-274.
Graham, P. and Delmhorst, W.
1951. Moisture meters claimed to be as accurate as oven and scale. The
Wood Worker 70(7):24.
Hefferline, John E.
1952. Continuous moisture detection in lumber. Forest Prod. Jour. 2(5): 225-
227.
James, William L.
1961. Calibration of electric moisture meters for jack and red pine, black
spruce, paper birch, black ash, eastern hemlock, and bigtooth aspen.
Forest Prod. Lab. Report No. 2208, 30 pp., illus.
Keylwerth, von Rudolph, and Noack, Detlef.
1956. Uber den Ein flus Hoherer Temperaturen auf die Elecktrische Holzfeuchtigkeitsmessung
nach dem Widerstandsprinzip. (Influence of
higher temperatures on the electrical measurement of moisture content
when using the resistance principle.) Holz als Roh-und Werkstoff
14(5): 162-172.
FPL-08 -22-
(1)
(2)
(3)
(4)
(6)
(7)
(8)
(9)
(10) Peterson, R. W.
1960. The dielectric properties of wood. Forest Prod. Labs. of Canada, FPL
Tech. Note 16, Ottawa, 22 pp.
Retz, R C.
1948. Moisture meters reliable in inspection studies. Wood (Chicago) 3(9):26.
Segelken, J. G., and Mason, M. S.
1941. An electric test for moisture content in seasoned untreated round southern
pine timbers. Proc. American Wood-Preservers’ Association
37:353-365, illus.
Skaar, Christen.
1948. The dielectric properties of wood at several radio frequencies. Tech.
Pub. 69, New York State Col. For., Syracuse 10, N. Y. 36 pp., illus.
Stamm, A. J.
Ind.
1927. The electrical resistance of wood as a measure of its moisture content.
& Eng. Chem. 19(9):1021-1025, illus.
.
1930. An electrical conductivity method for determining moisture content of
wood. Analytical Ed., Ind. & Eng. Chem. 2(3):240-244, illus.
Suits, C. G., and Dunlap, M. E.
1930. The an instrument for determining moisture content of wood.
Amer. Lbrmn. July (2877):42-43, illus.
and Dunlap, M. E.
1930. New instruments for rapid moisture content determinations in wood.
Instruments 3( 8): 538-540, illus.
, and Dunlap, M. E.
General Electric Review, 706-713.
1931. Determination of the moisture content of wood by electrical means.
Tiemann, H, D.
1936. Lessons in kiln drying: 18--moisture meters. South. Lbrmn. 153(1935):
41-42, illus.
1936. Lessons in kiln drying: 19--electric moisture meters. South. Lbrmn.
15 3 (1 93 7) : 2 05- 209 , illus.
FPL-08 -23-
(11)
(12)
(13)
(14)
(15)
(16)
(17)
(18)
(19)
(20)
“blinker,”
(21) Tiemann, H. D.
1937. Lessons in kiln drying: 20--electric moisture meters. South. Lbrmn.
154(1939):35-38, illus.
(22) .
1937. Lessons in kiln drying: 21--electric moisture meters. South. Lbrmn.
154(1941): 31-33, illus.
(23) .
1937. Lessons in kiln drying: 22--electric moisture meters. South. Lbrmn.
154(1943):49-50, illus.
(24) .
1937. Lessons in kiln drying: 23--miscellaneous commerical moisture meters.
South. Lbrmn. 154(1945):39-40, illus.
(25) .
1937. Lessons in kiln drying: 24--miscellaneous commercial moisture meters.
South. Lbrmn. 154(1947):33-34, illus.
(26) .
1937. Lessons in kiln drying: 30--what’s new in electric moisture meters?
South. Lbrmn. 154(1959):45-48, illus.
(27) Tombach, Harold.
1954. The electric moisture meter for wood: How to choose it and what to expect
of it. South. Lbrmn. 188(2347):63-72.
(28) U.S. Forest Products Laboratory.
1953. Effects of wood preservatives on electric moisture meter readings.
Forest Prod. Lab. Report No. 1682, 22 pp., illus.
FPL-08 -24- 1.5- 31
1Exact species unknown .
2Known in the trade as "African mahogany."
3The values for this species were calculated from measurements on veneer .
Table 1.--The average electrical resistance along the grain in megohms, measred at 80°F. between two pairs of meedle electrodes 1-1/4 inches apart and drien
to a depth of 5/16 inch, of several species of wood at different values of moisture content.
Figure 1. --Resistance-type moisture meter.
ZM 117 486
Figure 2. --Radio-frequency power-loss type moisture meter.
ZM 118 516
Figure 3. --Typical installation of a machine used to measure the moisture
content of moving lumber, veneer, or paper.
ZM 96878 F
Figure 4. --Temperature corrections for reading of resistance-type moisture meters, based on
combined data from several investigators. Find meter reading on vertical left margin, follow
horizontally to vertical line corresponding to the temperature of the wood, interpolate true
moisture from family of curves. Example: if meter indicated 18 percent on wood at 120° F. ,
true moisture content would be 14 percent. This chart is based on a calibration temperature
of 70° F. For other calibration temperatures near 70° F., adequate corrections can be obtained
simply by shifting the temperature scale so that the true calibration temperature coincides
with 70" on the percent scale. For example, for meters calibrated at 80° F., add 10°
to each point on the temperature scale (shift the scale 10" toward the left), and use the chart
as before.
M 76476 F
SUBJECT LISTS OF PUBLICATIONS ISSUED BY THE
FOREST PRODUCTS LABORATORY
The following are obtainable free on request from the Director, Forest Products
Laboratory, Madison, Wisconsin 53705.
List of publications on
Box and Crate Construction
and Packaging Data
List of publications on
Chemistry of Wood and
Derived Products
List of publications on
Fire Protection
List of publications on
Fungus and Insect Defects
in Forest Products
List of publications on
Glue, Glued Products, and
Veneer
List of publications on
Growth, Structure, and
Identification of Wood
List of publications on
Logging, Milling, and Utilization
of Timber Products
Partial list of publications for
Architects, Builders, Engineers,
and Retail Lumbermen
List of publications on
Mechanical Properties and
Structural Uses of Wood
and Wood Products
List of publications on
Pulp and Paper
List of publications on
Seasoning of Wood
List of publications on
Structural Sandwich, Plastic
Laminates, and Wood-Base
Aircraft Components
List of publications on
Thermal Properties of Wood
List of publications on
Wood Finishing
List of publications on
Wood Preservation
Partial list of publications for
Furniture Manufacturers,
Woodworkers, and Teachers
of Woodshop Practice
Note: Since Forest Products Laboratory publications are so varied in subject no single
list is issued. Instead a list is made for each Laboratory division. Twice a year,
December 31 and June 30, a list is made showing new reports for the previous
6 months. This is the only item sent, regularly to the Laboratory’s mailing list.
Anyone who has asked for and received the proper subject lists and who has had
his name placed on the mailing list can keep up to date on Forest Products Laboratory
publications. Each subject list carries descriptions of all other subject
lists.
Myth - UV Inhibitors Stop Fading on Wood Floors.
Reality - It only slows it down.
If there are any species of wood that do not change color with exposure to Ultra-violet (UV) light, I don't know what they are. So I am occasionally asked - "Why don't you use UV inhibitor in your coatings?."
My answer is, "I will, if requested by my customer."
However, inhibitors are not in our standard finish for two reasons:
1) They don't really work.
2) They are expensive.
UV inhibitors are like suntan lotion. They do not stop UV penetration to the surface underneath them. They only slow it down. That is why they have "SPF" numbers to indicate how effectively they slow UV penetration.
Therefore - here is what can happen in the field:
* Floor #1 - with no UV inhibitor has an area rug in the middle of it that is removed after a few months. The area it previously covered will be a different color from the rest of the floor. (The difference varies greatly by species.) If the rug is left off, the color will even out. I have heard that it will happen in about four to six weeks for some species.
* Floor #2 - with UV inhibitor has an area rug on it that is removed after a few months. The previously covered area is different in color from the rest of the floor. If the rug is left off, the color contrast will remain for a long, long time. I have no idea how long it will take but the more effective the inhibitor, the longer it will be.
So, by using UV inhibitor in the finish, you get a costlier floor which can become much more of a problem than one with a standard UV finish. That is why we discourage using inhibitors in our finish.
<< New text box >>
SOUNDPROOFING
GOT URINE PROBLEMS??